
Câu trả lời cốt lõi: Tính khả thi về mặt kỹ thuật và đánh giá kinh tế của việc làm lại 2 khoang thành 4 khoang
Chuyển đổi khuôn phun từ 2 khoang sang 4 khoang là rủi ro cao về mặt kỹ thuật và thường liên quan đến việc thiết kế lại hoàn toàn bố cục đế khuôn, cân bằng bánh dẫn và tích hợp làm mát. Câu trả lời trực tiếp: Trừ khi khuôn ban đầu được thiết kế dưới dạng “Khuôn cầu” với khoảng cách được phân bổ trước hoặc sử dụng hệ thống chèn có thể hoán đổi cho nhau, chi phí sửa đổi và nguy cơ hỏng hóc trong sản xuất thường vượt quá mức đầu tư xây dựng một công cụ 4 khoang mới.
Rào cản kỹ thuật quan trọng trong việc nhân đôi khoang
Nhân đôi số lượng khoang không chỉ đơn thuần là vấn đề không gian vật lý; nó đòi hỏi một sự đánh giá lại cơ bản về Động lực học chất lỏng ép phun .
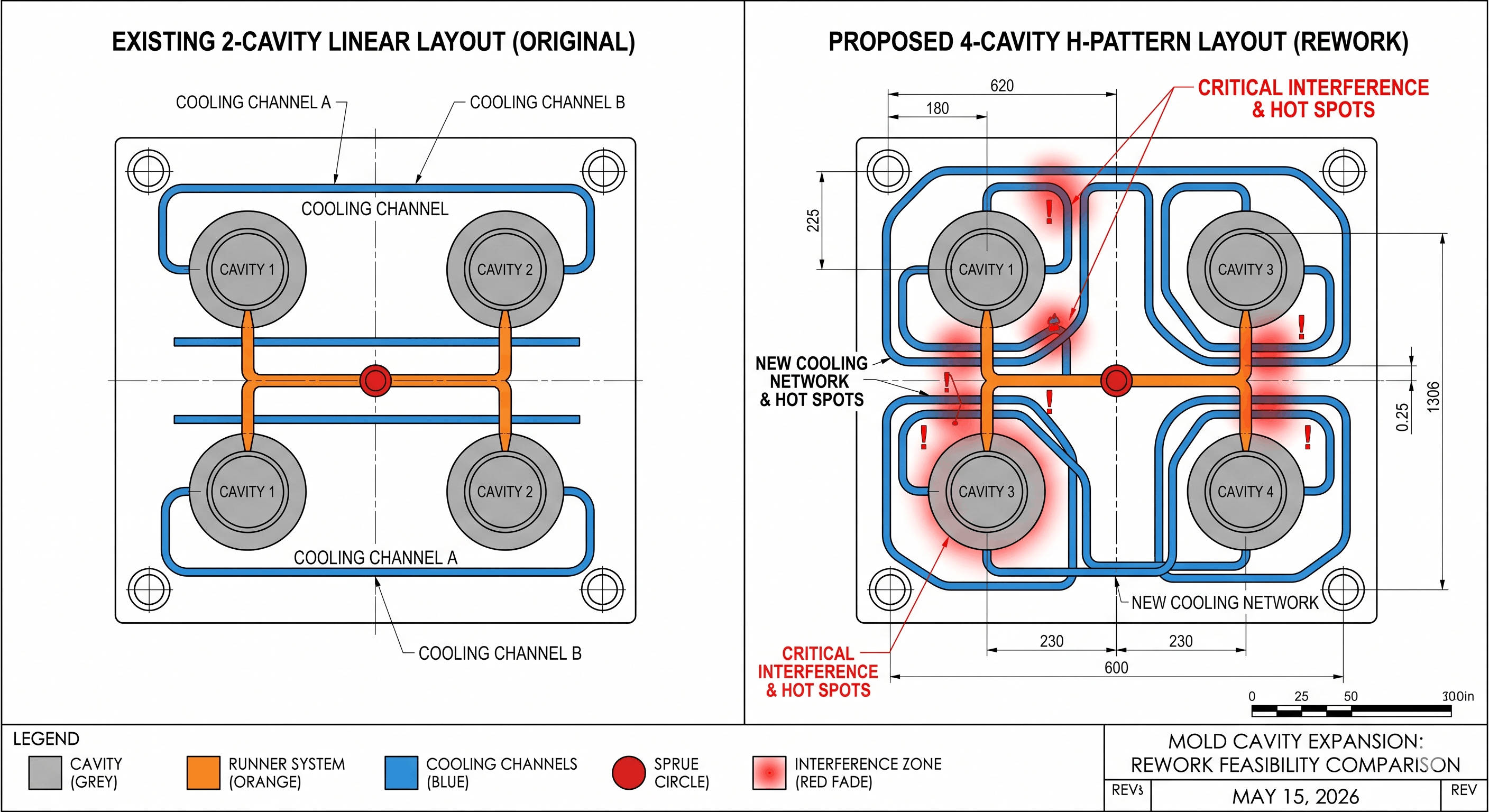
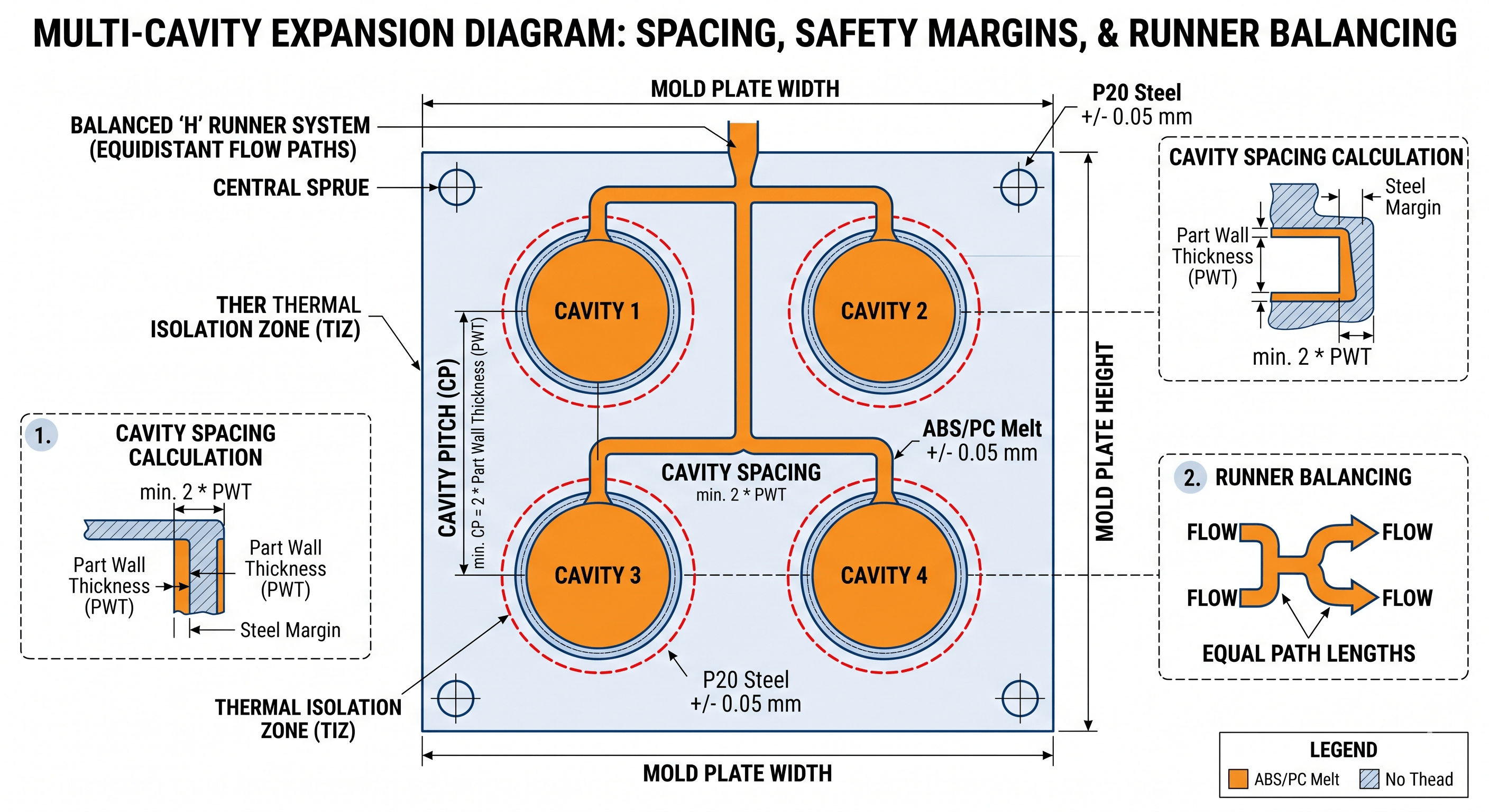
- Cân bằng người chạy: Khuôn 2 khoang thường sử dụng đường dẫn thẳng. Việc mở rộng tới 4 khoang đòi hỏi phải chuyển sang một Đối xứng hình chữ H hoặc hình tròn để đảm bảo áp suất, nhiệt độ và thời gian lấp đầy giống hệt nhau trên tất cả các khoang. Nếu điểm nạp trung tâm được cố định thì gần như không thể đạt được sự cân bằng này sau khi xây dựng mà không ảnh hưởng đến chất lượng bộ phận.
- Logic tải nhiệt và làm mát: Thêm các lỗ sâu sẽ tăng gấp đôi năng lượng nhiệt đi vào khuôn. hiện tại Kênh làm mát (Đường nước) hiếm khi được bố trí để xử lý lượng nhiệt tăng thêm. Việc không định tuyến lại các đường này sẽ tạo ra “điểm nóng”, dẫn đến co ngót, cong vênh không đều và thời gian chu kỳ dài hơn đáng kể.
- Tính toàn vẹn về cấu trúc: Gia công các khoang mới vào đế khuôn hiện có sẽ làm suy yếu các trụ và tấm đỡ. Dưới áp suất phun cao, các tấm khuôn có thể trải qua Độ lệch vi mô , gây ra sự cố chớp nhoáng hoặc hư hỏng không thể khắc phục được đối với đường phân khuôn.
Ma trận quyết định kỹ thuật: Làm lại và xây dựng mới
Sự so sánh sau đây nêu ra sự cân bằng giữa việc trang bị thêm một công cụ cũ và đầu tư vào một khuôn hiệu suất cao mới.
| Chỉ số đánh giá | Làm lại công cụ hiện có (Retrofit) | Xây dựng 4 khoang mới (Đầu tư mới) |
|---|---|---|
| Chi phí trả trước | Thấp hơn (Tiết kiệm 30%-50% thép) | Cao hơn (Chi tiêu toàn bộ vốn) |
| Hiệu quả sản xuất | Không ổn định; thường dẫn đến chu kỳ dài hơn | Cao; được tối ưu hóa thông qua làm mát phù hợp |
| Tính nhất quán một phần | Nghèo; nguy cơ cao về phương sai khoang này sang khoang khác | Cấp trên; được xác thực thông qua mô phỏng CAE |
| Tuổi thọ công cụ | Giảm; vùng hàn dễ bị nứt | Dài; toàn vẹn cấu trúc |
| Tần suất bảo trì | Cao; căng thẳng trên con dấu và slide | Thấp; sử dụng các thành phần tiêu chuẩn hóa |
Đánh giá kỹ thuật số: Cách định lượng “Khả năng làm lại”
Trước khi phê duyệt sửa đổi, các kỹ sư phải xác thực dự án bằng ba KPI định lượng:
- Xác nhận lực kẹp: Tổng diện tích hình chiếu (A) của 4 phần nhân với áp suất khoang § không được vượt quá 80% lực kẹp định mức của máy (F).
Công thức: F > (A1 A2 A3 A4) * P / 0,8 - Khoang sân và an toàn thép: Phải có độ dày thành thép tối thiểu ít nhất gấp 2 lần độ dày thành tối đa giữa các khoang để đảm bảo ổn định nhiệt.
- Tỷ lệ khả năng bắn: Tổng trọng lượng của 4 bộ phận lý tưởng nhất phải nằm trong khoảng từ 20% đến 80% khả năng bắn tối đa của máy phun để ngăn chặn sự phân hủy polyme.
Đoạn mã theo ngữ cảnh
- Cân bằng người chạy là gì? Đó là thực hành kỹ thuật nhằm thiết kế các đường dẫn dòng chảy có độ dài bằng nhau để đảm bảo nhựa nóng chảy tiếp cận mọi khoang cùng một lúc, ngăn ngừa sự dao động về trọng lượng và kích thước của các bộ phận.
- Lực kẹp là gì? Áp suất do máy ép phun tạo ra để giữ cho khuôn đóng lại với áp suất bên trong do nhựa được bơm tạo ra.
- Tại sao Rework lại gây ra “Flash”? Flash xảy ra khi nhựa rò rỉ giữa các nửa khuôn, thường do lực kẹp không đủ hoặc độ lệch của tấm sau khi thêm nhiều khoang hơn mức mà đế khuôn được thiết kế để hỗ trợ.
Tác giả: Khuôn IMTEC
Trình độ chuyên môn: Hướng dẫn kỹ thuật này được viết bởi IMTEC Mold. Với hơn 18 năm kinh nghiệm sản xuất khuôn mẫu có độ chính xác cao
Chuyên môn: Chuyên về DFM (Thiết kế cho Sản xuất), Tối ưu hóa nhiều khoang và các giao thức ép phun cấp y tế.

