
Giới thiệu
Trong thế giới phức tạp của sản xuất hiện đạiThì thiết kế sản phẩm thường đòi hỏi sự tích hợp của nhiều vật liệu hoặc các thành phần vào một đơn vị gắn kết duy nhất. Điều này không chỉ tăng cường chức năng và thẩm mỹ mà còn có thể hợp lý hóa việc lắp ráp và giảm chi phí sản xuất tổng thể. Khi nói đến các bộ phận nhựa, ba kỹ thuật ép phun tiên tiến nổi bật về khả năng đạt được sự tích hợp này: Chèn đúc , quá mức , Và đồng đúc .
Mặc dù cả ba quy trình đều tận dụng các nguyên tắc cơ bản của việc ép phun, chúng khác nhau đáng kể về phương pháp, kết hợp vật liệu, ứng dụng và lợi ích mà họ mang lại. Hiểu được sự khác biệt này là rất quan trọng đối với các kỹ sư, nhà thiết kế và nhà sản xuất để chọn quy trình tối ưu cho các yêu cầu dự án cụ thể của họ. Một sai lầm trong việc lựa chọn kỹ thuật phù hợp có thể dẫn đến các vấn đề không tương thích về vật chất, tăng chi phí, hiệu suất phần bị xâm phạm hoặc hoạt động thứ cấp phức tạp.
Hướng dẫn toàn diện này sẽ đi sâu vào từng quy trình đúc tinh vi này, giải thích các đặc điểm độc đáo của chúng, chi tiết các tài liệu thường được sử dụng, khám phá các ứng dụng đa dạng của chúng trong các ngành công nghiệp và phác thảo những ưu điểm và nhược điểm tương ứng của chúng.

Chèn đúc
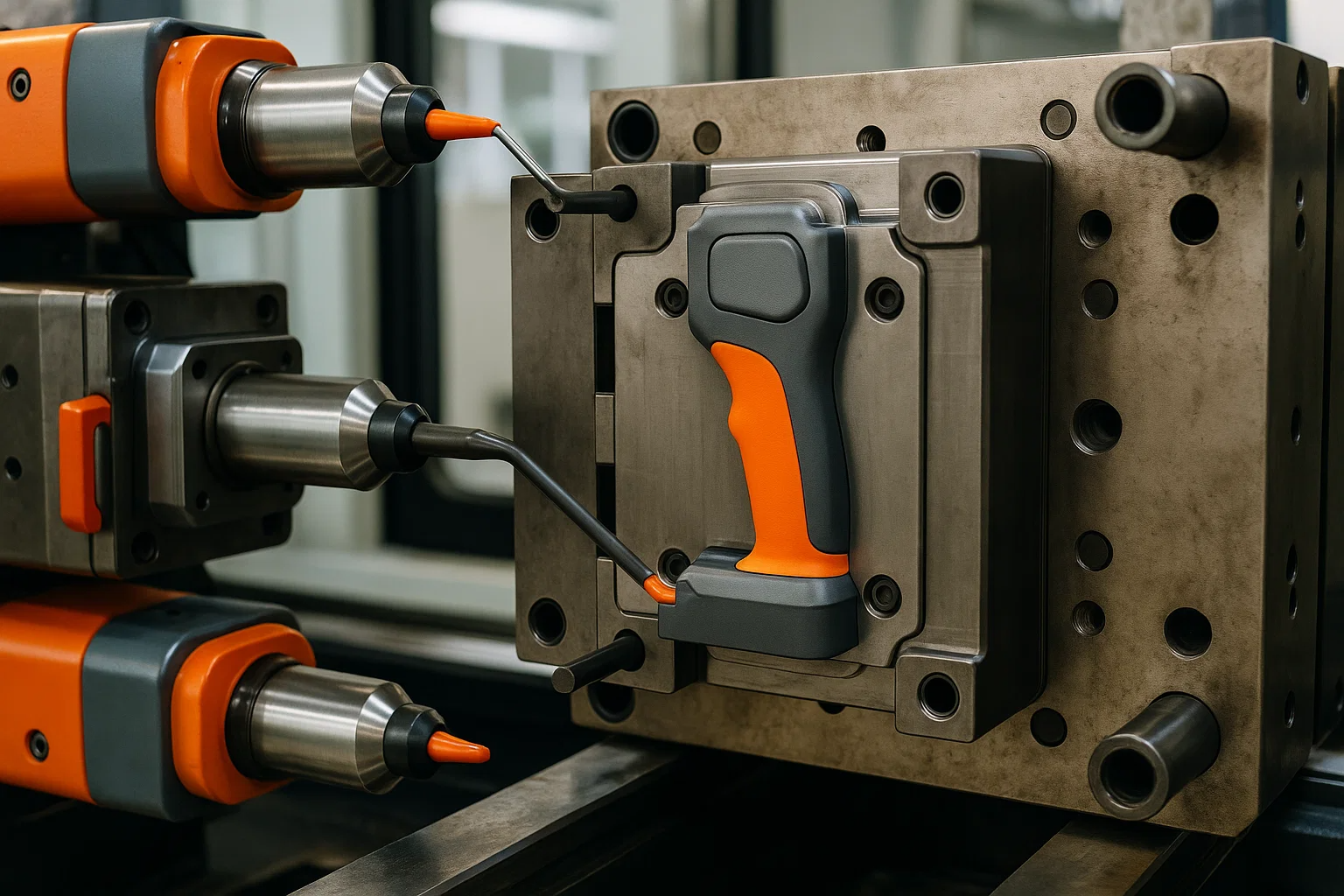
Đúc chèn là một quá trình ép phun rất linh hoạt trong đó các thành phần được hình thành sẵn, được gọi là chèn, được đặt vào khoang khuôn và sau đó vật liệu nhựa được bơm xung quanh chúng. Các luồng nhựa nóng chảy và củng cố, đóng gói hoặc liên kết với phần chèn, tạo ra một phần tích hợp duy nhất. Việc chèn trở thành một yếu tố tích phân, chức năng hoặc cấu trúc của sản phẩm đúc cuối cùng.
Tổng quan về quy trình
Quá trình đúc chèn thường liên quan đến các bước sau:
-
Chèn chuẩn bị: Chèn, có thể được làm bằng các vật liệu khác nhau như kim loại, gốm, hoặc thậm chí là các bộ phận nhựa đúc sẵn, được điều chế. Điều này có thể bao gồm làm sạch, làm nóng trước hoặc áp dụng chất kết dính/mồi nếu cần liên kết tăng cường.
-
Vị trí chèn: Các chèn đã chuẩn bị được định vị chính xác trong khoang khuôn. Điều này có thể được thực hiện thủ công để sản xuất khối lượng thấp hoặc, phổ biến hơn trong các cài đặt khối lượng lớn, tự động sử dụng cánh tay robot, các đơn vị chọn và đặt tại chỗ hoặc hệ thống cho ăn chuyên dụng để đảm bảo vị trí chính xác và có thể lặp lại.
-
Kẹp khuôn: Khi các chèn được đặt đúng vị trí, các nửa khuôn được kẹp an toàn với nhau.
-
Vật liệu tiêm: Nhựa nóng chảy (nhựa nhiệt dẻo hoặc nhiệt) được tiêm dưới áp suất cao vào khoang khuôn, chảy xung quanh và đóng gói các chèn. Vật liệu lấp đầy tất cả các khoảng trống, tạo ra một liên kết mạnh hoặc khóa cơ học với phần chèn.
-
Làm mát và hóa rắn: Vật liệu nhựa làm mát và củng cố xung quanh phần chèn, có hình dạng của khoang khuôn.
-
Phóng ra: Khuôn mở ra, và phần hoàn thiện, với phần chèn tích hợp, được đẩy ra.

Vật liệu thường được sử dụng
Đúc chèn tương thích với một loạt các vật liệu cho cả vật liệu chèn và vật liệu quá mức:
-
Để chèn:
-
Kim loại: Đồng thau, thép không gỉ, nhôm, đồng (ví dụ: chèn ren, ghim, tiếp điểm, trục). Chúng cung cấp sức mạnh, độ dẫn điện, hoặc khả năng chống mài mòn.
-
Nhựa: Các thành phần nhựa đúc sẵn khác (ví dụ: bộ lọc, ống kính, bánh răng).
-
Gốm sứ: Cho các tính chất điện hoặc nhiệt cụ thể.
-
Thủy tinh: Cho ống kính hoặc các thành phần quang học.
-
Các thành phần điện tử: PCB, cảm biến, đầu nối.
-
-
Đối với vật liệu đúc (nhựa):
-
Thuốc nhựa nhiệt dẻo: ABS, PC, Nylon (PA), PBT, PP, PE, PEEK, PSU. Sự lựa chọn phụ thuộc vào cường độ yêu cầu, điện trở nhiệt độ, kháng hóa chất và tính chất thẩm mỹ.
-
Thermosets: Ít phổ biến hơn nhưng được sử dụng cho các ứng dụng hiệu suất cao cụ thể trong đó khả năng chống nhiệt hoặc trơ hóa học là rất quan trọng.
-
Ứng dụng
Chèn đúc được sử dụng rộng rãi trên nhiều ngành công nghiệp cho nhiều sản phẩm khác nhau:
-
Các thành phần điện tử: Đầu nối, công tắc, cảm biến, đóng gói bảng mạch, solenoids, khối đầu cuối, thường tích hợp các chân kim loại hoặc dẫn vào vỏ nhựa.
-
Thiết bị y tế: Dụng cụ phẫu thuật (tích hợp lưỡi kim loại hoặc đầu vào tay cầm nhựa), các thành phần thiết bị chẩn đoán, đầu nối chất lỏng, vỏ cho các thiết bị y tế điện tử.
-
Các bộ phận ô tô: Ống lót, vòng bi, bánh răng, vỏ điện tử, công tắc, các thành phần bảng điều khiển, thường tích hợp các chèn kim loại cho độ bền hoặc chức năng.
-
Điện tử tiêu dùng: Các nút, núm, tay cầm, vỏ cho các thiết bị cầm tay, kết hợp các tiếp điểm kim loại hoặc các yếu tố cấu trúc.
-
Thành phần công nghiệp: Các động cơ với các trung tâm kim loại, các núm điều khiển với các chèn ren, hệ thống lọc.
Thuận lợi
-
Cải thiện sức mạnh và độ bền của bộ phận: Kim loại chèn tăng cường đáng kể tính toàn vẹn cấu trúc, điện trở hao mòn và cường độ luồng của các bộ phận nhựa.
-
Giảm thời gian lắp ráp và chi phí: Bằng cách tích hợp nhiều thành phần vào một bước đúc duy nhất, các hoạt động lắp ráp thứ cấp (như vặn, dán hoặc hàn) bị loại bỏ hoặc giảm mạnh, dẫn đến tiết kiệm chi phí và lao động đáng kể.
-
Chức năng nâng cao: Cho phép kết hợp các thuộc tính từ các vật liệu khác nhau (ví dụ: cường độ của kim loại với các đặc tính nhẹ hoặc cách điện của nhựa).
-
Thiết kế nhỏ gọn: Cho phép tạo ra các bộ phận nhỏ hơn, tích hợp hơn, rất quan trọng cho việc thu nhỏ trong thiết bị điện tử và thiết bị y tế.
-
Hiệu quả về chi phí cho sản xuất khối lượng lớn: Mặc dù chi phí công cụ ban đầu có thể vừa phải, hiệu quả tăng trong các khối lượng lớn làm cho nó rất kinh tế.
Bất lợi
-
Tiềm năng để chèn thiệt hại trong quá trình đúc: Chèn mỏng hoặc mỏng có thể bị uốn cong, biến dạng hoặc bị tổn thương bởi áp suất cao của nhựa nóng chảy được tiêm.
-
Tính linh hoạt thiết kế hạn chế (để chèn): Thiết kế của bản thân chèn phải đủ mạnh mẽ để chịu được quá trình đúc. Các tính năng ngăn chặn xoay hoặc kéo ra (ví dụ: knurls, undercuts) phải được kết hợp vào thiết kế chèn.
-
Chèn chuẩn bị và độ phức tạp vị trí: Đối với các chèn phức tạp hoặc rất nhỏ, vị trí thủ công có thể chậm và đắt tiền. Các hệ thống tự động đòi hỏi thời gian đầu tư và thiết lập đáng kể.
-
Tăng độ phức tạp và chi phí của công cụ: Các khuôn phải được thiết kế với các tính năng để giữ chính xác các phần chèn tại chỗ trong quá trình tiêm, có khả năng tăng chi phí thiết kế khuôn và sản xuất so với khuôn phun đơn giản.
-
Cân nhắc khả năng tương thích vật liệu: Độ bám dính đúng cách hoặc khóa cơ học giữa chèn và nhựa phải được đảm bảo để tránh nới lỏng hoặc phân tách, đặc biệt là dưới sự căng thẳng hoặc dao động nhiệt độ.
Quá mức
Quá mức là một quá trình đúc phun trong đó một lớp của một vật liệu (vật liệu quá mức) được đúc trên một phần hiện có, được hình thành sẵn (chất nền hoặc bắn đầu tiên). Quá trình này tạo ra một thành phần tích hợp duy nhất với các thuộc tính vật liệu riêng biệt trên các bề mặt khác nhau, thường tăng cường thẩm mỹ, công thái học hoặc chức năng. Không giống như đúc đúc trong đó chèn là một thành phần riêng biệt, trong quá trình quá mức, bản thân chất nền thường là một phần nhựa đã được đúc.
Tổng quan về quy trình
Có thể đạt được quá mức thông qua các phương pháp khác nhau, nhưng nguyên tắc cốt lõi liên quan đến hai hoặc nhiều bước đúc riêng biệt:
-
Động đúc chất nền (lần đầu tiên) Phần cơ bản, hoặc chất nền, được phun đúc bằng vật liệu cứng (ví dụ: abs, pc, nylon). Phần này được phép làm mát và củng cố.
-
Chuyển chất nền:
-
Hai shot (đa shot) quá mức: Trong các quy trình tự động cao, phần chất nền vẫn còn trong khuôn hoặc được xoay thành khoang thứ hai trong cùng một máy đúc đa shot chuyên dụng. Đây là phương pháp hiệu quả nhất để sản xuất khối lượng lớn.
-
Chèn quá mức (thủ công hoặc robot): Đối với hình học ít phức tạp hoặc thể tích thấp hơn, phần chất nền đã hoàn thành được chuyển bằng tay hoặc robot từ một khuôn (hoặc máy đúc) sang khuôn thứ hai (hoặc một khoang khác trong cùng một máy) trong đó vật liệu quá mức sẽ được tiêm.
-
-
Vật liệu quá mức: Vật liệu thứ hai, thường mềm hơn hoặc linh hoạt hơn (ví dụ: TPE, TPU) sau đó được tiêm vào khoang thứ hai, chảy qua và liên kết với các khu vực cụ thể của chất nền được đúc sẵn.
-
Làm mát và hóa rắn: Vật liệu quá mức làm mát và củng cố, tạo thành một liên kết hóa học hoặc cơ học mạnh mẽ với chất nền.
-
Phóng ra: Phần hoàn thiện, quá mức được đẩy ra khỏi khuôn.

Vật liệu thường được sử dụng
Việc lựa chọn vật liệu là rất quan trọng trong việc quá mức để đảm bảo độ bám dính đúng, thẩm mỹ mong muốn và hiệu suất chức năng.
-
Đối với chất nền (bắn đầu tiên): Thông thường nhựa nhiệt dẻo cứng nhắc cung cấp tính toàn vẹn cấu trúc. Các lựa chọn phổ biến bao gồm:
-
Abs (acrylonitrile butadiene styrene)
-
Polycarbonate (PC)
-
Nylon (PA)
-
Polypropylen (PP)
-
Polyetylen mật độ cao (HDPE)
-
Acrylic (PMMA)
-
-
Đối với Overmold (phát bắn thứ hai): Thường thì các vật liệu mềm hơn, đàn hồi, hoặc thẩm mỹ liên kết tốt với chất nền. Các lựa chọn phổ biến bao gồm:
-
Thuốc đàn hồi nhiệt dẻo (TPES): Một lớp rộng bao gồm TPU (polyurethanes nhựa nhiệt dẻo), TPV (các chất phát quang nhiệt dẻo), copes (copolyester elastomers) và các phương pháp khác. Chúng cung cấp các đặc tính cảm ứng mềm, độ bám, niêm phong hoặc rung.
-
Polyurethan nhiệt dẻo (TPU): Kháng mài mòn tuyệt vời, độ đàn hồi và độ bám dính tốt với nhiều nhựa cứng.
-
Lớp mềm hơn của polypropylen (PP) hoặc polyetylen (PE): Đối với các ứng dụng yêu cầu một kết cấu hoặc màu sắc khác mà không cần cảm giác giống như cao su.
-
Nhựa khác: Đôi khi một loại nhựa cứng thứ hai được sử dụng quá mức cho các hiệu ứng nhiều màu hoặc đa kết cấu mà không có yêu cầu cảm ứng mềm.
-
Ứng dụng
Quá mức được sử dụng rộng rãi trên các ngành công nghiệp khác nhau để tăng thêm giá trị, chức năng và hấp dẫn các sản phẩm:
-
Grips mềm mại: Tay cầm dụng cụ (dụng cụ điện, dụng cụ cầm tay), tay cầm bàn chải đánh răng, kẹp dao cạo, thiết bị thể thao, kẹp nội thất ô tô và vỏ điện tử tiêu dùng nơi mong muốn có độ bám thoải mái, chống trượt.
-
Hải cẩu và miếng đệm: Tạo các con dấu tích hợp trên vỏ, mũ hoặc thiết bị điện tử để cung cấp điện trở nước hoặc bụi, loại bỏ nhu cầu về các vòng chữ O hoặc miếng đệm riêng biệt.
-
Đóng gói và bảo vệ: Bảo vệ các thành phần điện tử nhạy cảm, dụng cụ y tế hoặc cơ chế tinh tế khỏi tác động, độ ẩm hoặc hóa chất.
-
Giảm chấn rung: Tích hợp các vật liệu mềm hơn để hấp thụ các cú sốc và rung động trong các bộ phận ô tô, thiết bị điện tử hoặc các thành phần thiết bị.
-
Tăng cường thẩm mỹ: Tạo các bộ phận nhiều màu hoặc đa kết cấu để cải thiện sự hấp dẫn thị giác, thương hiệu hoặc phân biệt xúc giác (ví dụ: các nút màu tương phản trên điều khiển từ xa).
-
Thiết bị y tế: Tay cầm dụng cụ phẫu thuật, bề mặt tiếp xúc bệnh nhân và đầu nối ống linh hoạt.
Thuận lợi
-
Tăng cường thẩm mỹ và công thái học: Tạo ra các bộ phận với cảm giác xúc giác cải thiện, nắm giữ thoải mái và thiết kế nhiều màu/kết cấu, cải thiện đáng kể trải nghiệm người dùng và hấp dẫn sản phẩm.
-
Cải thiện các thuộc tính Grip và Non-Slip: Lý tưởng cho tay cầm và bề mặt đòi hỏi phải giữ an toàn, ngay cả khi ướt.
-
Khả năng niêm phong: Loại bỏ sự cần thiết của các miếng đệm hoặc con dấu riêng biệt, giảm các bước lắp ráp và các đường rò rỉ tiềm năng, dẫn đến tiết kiệm chi phí và cải thiện hiệu suất.
-
Độ rung và hấp thụ sốc: Các vật liệu quá mức mềm hơn có thể làm giảm hiệu quả các rung động và hấp thụ tác động, bảo vệ các thành phần bên trong.
-
Tự do thiết kế: Cho phép hình học phức tạp và tích hợp chức năng sẽ khó hoặc không thể với việc đúc một lần.
-
Giảm chi phí lắp ráp: Bằng cách tích hợp nhiều vật liệu vào một quy trình duy nhất, các hoạt động thứ cấp như dán, buộc hoặc lắp ráp tay cầm thủ công được giảm thiểu hoặc loại bỏ.
Bất lợi
-
Các vấn đề tương thích vật chất: Đạt được một liên kết mạnh mẽ giữa chất nền và vật liệu quá mức là rất quan trọng. Các vật liệu không tương thích có thể dẫn đến phân tách, cong vênh hoặc độ bám dính kém. Lựa chọn vật liệu cẩn thận và đôi khi các tác nhân liên kết hóa học là cần thiết.
-
Tiềm năng phân tách: Nếu khả năng tương thích hoặc điều kiện xử lý vật liệu không được tối ưu hóa, lớp quá mức có thể tách biệt với chất nền, thỏa hiệp tính toàn vẹn của bộ phận.
-
Công cụ phức tạp hơn: Các công cụ quá mức vốn đã phức tạp hơn so với các khuôn bắn đơn, đặc biệt là đối với các hệ thống hai shot, dẫn đến chi phí công cụ ban đầu cao hơn và thời gian dẫn dài hơn.
-
Thời gian chu kỳ dài hơn (đối với một số phương pháp): Trong khi quá mức hai shot là hiệu quả, các phương pháp liên quan đến việc chuyển các bộ phận thủ công có thể làm tăng đáng kể thời gian chu kỳ so với việc ép phun đơn giản.
-
Sự khác biệt về co rút: Tốc độ co ngót khác nhau giữa chất nền và vật liệu quá mức có thể dẫn đến các vênh hoặc ứng suất bên trong trong phần cuối cùng.
-
Mối quan tâm về đèn flash và ô nhiễm: Đảm bảo chuyển sạch và ngăn chặn đèn flash của vật liệu thứ nhất vào khoang thứ hai đòi hỏi phải thiết kế khuôn chính xác và kiểm soát quá trình.
Co-Molding (đúc đa shot)
Đồng đúc, thường được thay thế cho nhau là đúc đa shot, đúc hai shot hoặc ép phun đa thành phần, là một quy trình sản xuất tiên tiến cho phép tiêm đồng thời hoặc tuần tự của hai hoặc nhiều vật liệu khác nhau vào một khuôn trong một chu kỳ đúc. Kỹ thuật này tạo ra các bộ phận đa vật liệu tích hợp cao, loại bỏ sự cần thiết của các bước lắp ráp riêng biệt và cho phép các thiết kế phức tạp với các thuộc tính vật liệu khác nhau trong một thành phần duy nhất.
Tổng quan về quy trình
Cốt lõi của đồng đúc nằm ở việc sử dụng các máy ép phun chuyên dụng được trang bị nhiều đơn vị phun và thường là một platen hoặc lõi quay:
-
Tiêm vật liệu đầu tiên: Vật liệu đầu tiên (ví dụ, nhựa cứng) được tiêm vào một phần của khoang khuôn để tạo thành phần ban đầu hoặc chất nền.
-
Tái cấu trúc khuôn/Xoay:
-
Platen/Lõi quay: Trong các hệ thống hai shot phổ biến nhất, lõi khuôn (hoặc một platen chứa nhiều hốc) quay để trình bày phần đúc một phần cho một đơn vị tiêm thứ hai.
-
Lõi lõi/lõi trượt: Trong một số hệ thống, cơ chế lõi trượt hoặc lõi thay đổi để tạo ra một khoang mới cho vật liệu thứ hai, mà không cần xoay toàn bộ khuôn.
-
-
Tiêm vật liệu thứ hai: Mặc dù vật liệu đầu tiên vẫn ở trong khuôn (và đôi khi vẫn còn ấm), vật liệu thứ hai (ví dụ: TPE mềm, nhựa màu khác hoặc nhựa chức năng khác) được bơm vào khoang mới được hình thành hoặc tiếp xúc, liên kết với vật liệu thứ nhất.
-
Tiêm tiếp theo (cho đa shot): Đối với các bộ phận yêu cầu ba hoặc nhiều vật liệu, quá trình này lặp lại với các đơn vị tiêm bổ sung và cấu hình lại khuôn.
-
Làm mát và hóa rắn: Tất cả các vật liệu đều nguội và hóa rắn với nhau trong khuôn đơn.
-
Phóng ra: Phần được hình thành đầy đủ, đa vật liệu được đẩy ra khỏi khuôn.
Các loại đồng đúc
Trong khi "đồng đúc" là một thuật ngữ rộng, các loại nổi bật nhất bao gồm:
-
Đúc hai shot (đúc 2K): Đây là hình thức đồng sáng tác phổ biến nhất, liên quan đến hai vật liệu khác nhau được tiêm tuần tự trong cùng một máy và khuôn. Nó được sử dụng rộng rãi để tạo ra các bộ phận với độ bám cảm ứng mềm, thẩm mỹ nhiều màu hoặc con dấu tích hợp.
-
Đạo diễn đa thành phần: Một phần mở rộng của hai phát, liên quan đến ba hoặc nhiều vật liệu khác nhau. Điều này đòi hỏi thiết kế máy móc và khuôn phức tạp hơn.
-
Đúc đồng tiêm: Một loại khác biệt trong đó hai (hoặc nhiều) vật liệu được tiêm đồng thời Thông qua cùng một cổng, thường tạo ra một cấu trúc "bánh sandwich". Ví dụ: vật liệu cốt lõi (ví dụ, nhựa tái chế) được bao quanh bởi một vật liệu da (ví dụ: nhựa nguyên chất cho tính thẩm mỹ hoặc tính chất cụ thể). Điều này là tuyệt vời cho tiết kiệm vật liệu hoặc đạt được độ dốc vật liệu độc đáo.
-
Vượt qua (như một hình thức đồng sáng tạo): Mặc dù được thảo luận riêng biệt do ứng dụng riêng biệt của nó, quá mức, khi được thực hiện trên một máy đa shot mà không cần loại bỏ bộ phận, về mặt kỹ thuật là một hình thức đồng sáng tạo.
Vật liệu thường được sử dụng
Đồng đúc cho phép một loạt các kết hợp vật liệu, chủ yếu là nhựa nhiệt dẻo và chất đàn hồi nhựa nhiệt dẻo:
-
Kết hợp nhiệt nhiệt dẻo:
-
Màu sắc khác nhau: Ví dụ: abs cứng trong màu đen với cơ bụng cứng nhắc màu trắng cho các nút nhiều màu hoặc keycaps.
-
Độ cứng khác nhau: Ví dụ: polycarbonate cứng cho xương sống cấu trúc với nylon linh hoạt hơn một chút cho bản lề sống hoặc tính năng phù hợp.
-
Các thuộc tính khác nhau: Ví dụ: một acrylic rõ ràng cho một ống kính có cơ bụng mờ cho nhà ở.
-
-
Kết hợp chất đàn hồi nhiệt nhiệt dẻo (TPE): TPE):
-
Điều này là cực kỳ phổ biến đối với kẹp cảm ứng mềm (ví dụ: PC hoặc ABS cứng với TPE/TPU mềm), con dấu tích hợp hoặc các tính năng làm hỏng rung.
-
-
Khả năng tương thích vật liệu: Thành công của việc đồng sáng tạo mạnh mẽ phụ thuộc vào khả năng tương thích hóa học và vật lý giữa các vật liệu được chọn để đảm bảo độ bám dính mạnh mẽ và ngăn chặn sự phân tách. Các yếu tố như nhiệt độ tan chảy, độ nhớt và ái lực hóa học là những cân nhắc quan trọng.
Ứng dụng
Co-molding đang cách mạng hóa thiết kế sản phẩm trên các lĩnh vực khác nhau, cho phép các thành phần có chức năng cao và thẩm mỹ:
-
Các bộ phận nhiều màu: Bàn phím, điều khiển từ xa, nút nội thất ô tô, bảng điều khiển thiết bị và đồ chơi, nơi các màu khác nhau được tích hợp mà không cần vẽ hoặc lắp ráp thứ cấp.
-
Các bộ phận có độ cứng/vùng xúc giác khác nhau: Tay cầm công cụ điện với lõi cứng và kẹp cảm động mềm, vỏ thiết bị y tế với cả vùng cấu trúc và công thái học, các bộ phận nội thất ô tô kết hợp kết cấu cứng và mềm (ví dụ, bảng điều khiển, bảng điều khiển cửa).
-
Hình học phức tạp với các chức năng tích hợp:
-
Con dấu và miếng đệm tích hợp: Loại bỏ các thành phần niêm phong riêng biệt trong thiết bị điện tử, cảm biến ô tô hoặc các thiết bị gia dụng.
-
Bản lề sống: Tạo cơ chế bản lề linh hoạt trong các bộ phận cứng nhắc.
-
Đóng gói: Bảo vệ các thiết bị điện tử bên trong hoặc cảm biến tinh tế với lớp vỏ ngoài mạnh mẽ.
-
Thành phần quang học: Kết hợp ống kính rõ ràng với vỏ mờ.
-
-
Ngành công nghiệp ô tô: Trang trí nội thất, các thành phần vô lăng, núm điều khiển, thời tiết và vỏ gương tích hợp nhiều vật liệu cho tính thẩm mỹ, cảm nhận và chức năng.
-
Thiết bị y tế: Tay cầm công cụ phẫu thuật, vỏ thiết bị chẩn đoán, cảm biến y tế có thể đeo được yêu cầu các thành phần mềm tích hợp cho sự thoải mái hoặc niêm phong của bệnh nhân.
-
Điện tử tiêu dùng: Vỏ điện thoại di động, thiết bị đeo, tai nghe và bộ điều khiển chơi game với các khu vực cảm ứng mềm tích hợp hoặc thiết kế nhiều màu.
Thuận lợi
-
Tự do thiết kế lớn hơn và sự phức tạp: Cho phép các nhà thiết kế tạo ra các bộ phận có hình học rất phức tạp và các thuộc tính vật liệu khác nhau trong một thành phần duy nhất, cho phép các tính năng sản phẩm sáng tạo.
-
Tích hợp chức năng: Kết hợp nhiều chức năng thành một phần (ví dụ: cấu trúc, độ bám, dấu, màu), giảm số lượng bộ phận và đơn giản hóa các hóa đơn vật liệu.
-
Loại bỏ các hoạt động thứ cấp: Giảm đáng kể hoặc loại bỏ sự cần thiết của các bước lắp ráp sau đúc như dán, hàn, vẽ hoặc gắn các miếng đệm riêng biệt, dẫn đến lao động đáng kể và tiết kiệm chi phí.
-
Cải thiện chất lượng bộ phận và hiệu suất: Đạt được các liên kết mạnh mẽ, nhất quán giữa các vật liệu, dẫn đến các bộ phận bền hơn với các đặc điểm hiệu suất nâng cao (ví dụ: niêm phong tốt hơn, cải tiến công thái học).
-
Giảm thời gian chu kỳ tổng thể (so với đúc và lắp ráp riêng biệt): Mặc dù chu kỳ máy có thể dài hơn so với một lần bắn, việc loại bỏ các bước lắp ráp làm cho quá trình sản xuất tổng thể nhanh hơn và hiệu quả hơn nhiều.
-
Hiệu quả về chi phí cho sản xuất khối lượng lớn: Khoản đầu tư ban đầu là cao, nhưng tiết kiệm dài hạn từ việc giảm lắp ráp và hiệu quả được cải thiện làm cho nó rất kinh tế cho sản xuất hàng loạt.
Bất lợi
-
Chi phí công cụ cao: Các khuôn cho đồng đúc là đặc biệt phức tạp, đòi hỏi gia công chính xác, thường là nhiều cổng và các cơ chế xoay hoặc trượt tinh vi. Điều này dẫn đến chi phí công cụ ban đầu cao hơn đáng kể so với khuôn bắn đơn.
-
Kiểm soát quy trình phức tạp: Đạt được liên kết tối ưu và dòng vật liệu đòi hỏi phải kiểm soát chính xác nhiều đơn vị tiêm, nhiệt độ, áp suất và chuyển động của nấm mốc. Điều này đòi hỏi các nhà khai thác có tay nghề cao và máy móc tiên tiến.
-
Các ràng buộc tương thích vật liệu: Chọn vật liệu liên kết tốt về mặt hóa học và có nhiệt độ xử lý tương thích và tốc độ co ngót là rất quan trọng và có thể là thách thức. Khả năng tương thích kém dẫn đến phân tách, warpage hoặc căng thẳng.
-
Chu kỳ phát triển dài hơn: Do sự phức tạp của thiết lập công cụ và quy trình, giai đoạn phát triển và tạo mẫu ban đầu có thể rộng hơn.
-
Dấu chân máy lớn hơn: Các máy nhiều shot thường lớn hơn và đắt hơn so với máy ép phun tiêu chuẩn.
-
Kết hợp vật liệu hạn chế: Mặc dù linh hoạt, không phải tất cả các kết hợp vật chất là có thể hoặc thực tế do các vấn đề tương thích.
Bảng so sánh
Để giúp làm rõ sự khác biệt và hỗ trợ trong việc ra quyết định, bảng dưới đây cung cấp một so sánh cạnh nhau của việc chèn đúc, quá mức và đồng sáng lập trên các thông số quan trọng khác nhau.
| Tính năng / quá trình | Chèn đúc | Quá mức | Co-Molding (đúc đa shot) |
| Sự định nghĩa | Nhúng nhựa xung quanh một thành phần không được hình thành trước hoặc có sẵn (chèn). | Đúc một vật liệu thứ hai (thường mềm/khác nhau) trên một phần nhựa hiện có (chất nền). | Đúc hai hoặc nhiều vật liệu khác nhau thành một phần trong một chu kỳ đúc. |
| Loại chất nền/chèn | Không được hình thành trước không nhựa (kim loại, gốm, điện tử, v.v.) hoặc một phần nhựa đúc trước đó được coi là một phần chèn. | Phần nhựa đúc sẵn (chất nền cứng) mà vật liệu thứ hai khuôn lên. | Hai hoặc nhiều vật liệu khác nhau được đúc tuần tự/đồng thời trong cùng một máy. |
| Dòng chảy quá trình | 1. Vị trí chèn. 2. Nhắm nhựa xung quanh chèn. 3. Tăng phóng. | 1. Cơ chất đúc. 2. Chất nền được chuyển sang khoang/khuôn thứ hai. 3. Vật liệu thứ hai được tiêm vào chất nền. 4. Tăng phóng. | 1. Vật liệu đầu tiên được tiêm. 2. Cấu hình lại khuôn (xoay/slide). 3. Vật liệu thứ hai được tiêm. 4. (Lặp lại cho nhiều bức ảnh hơn). 5. Đan phóng. |
| Vật liệu điển hình | Chèn: kim loại, gốm, thủy tinh, điện tử. Nho: nhựa nhiệt dẻo (abs, nylon, pc, pp). | Chất nền: Nhiệt nhựa cứng (ABS, PC, Nylon, PP). Overmold: TPES, TPU, nhựa mềm hơn. | Các kết hợp khác nhau khác nhau kết hợp nhiệt nhiệt-nhiệt hoặc nhiệt dẻo-TPE. |
| Trọng tâm ứng dụng chính | Củng cố một phần, độ dẫn điện, cường độ chủ đề tăng cường, tích hợp điện tử. | Grips cảm ứng mềm, cải tiến công thái học, con dấu tích hợp, giảm chấn rung, khác biệt thẩm mỹ. | Các bộ phận nhiều màu, con dấu tích hợp, vùng cứng khác nhau, tích hợp chức năng phức tạp mà không cần lắp ráp. |
| Thuận lợi | Cải thiện sức mạnh, giảm lắp ráp, hiệu quả chi phí cho khối lượng lớn, thiết kế nhỏ gọn. | Tăng cường thẩm mỹ/công thái học, cải thiện độ bám, niêm phong tích hợp, giảm chấn rung, giảm lắp ráp. | Tự do thiết kế lớn hơn, tích hợp chức năng, loại bỏ các hoạt động thứ cấp, chất lượng cao. |
| Bất lợi | Thiệt hại chèn tiềm năng, linh hoạt thiết kế chèn hạn chế, vị trí chèn phức tạp, dụng cụ cụ thể. | Những thách thức tương thích vật liệu, phân tách tiềm năng, công cụ phức tạp hơn, sự khác biệt về co rút. | Chi phí công cụ rất cao, kiểm soát quy trình phức tạp, khả năng tương thích vật liệu nghiêm ngặt, chu kỳ phát triển dài hơn. |
| Độ phức tạp của dụng cụ | Trung bình đến cao (cần giữ chèn) | Cao (yêu cầu hai khoang hoặc thay đổi khuôn) | Rất cao (khuôn đa trạm, Platens quay, nhiều đơn vị tiêm) |
| Máy điển hình | Máy ép phun tiêu chuẩn (thường có tự động hóa để đặt vị trí chèn). | IMM tiêu chuẩn (với tự động hóa để chuyển) hoặc IMM 2K/đa shot chuyên dụng. | Máy ép phun 2K/đa shot chuyên dụng. |
| Chi phí (ban đầu) | Trung bình đến cao | Cao | Rất cao |
| Chi phí (mỗi phần, vol cao) | Thấp đến trung bình (do tiết kiệm lắp ráp) | Trung bình (do tiết kiệm lắp ráp) | Thấp (hiệu quả nhất về chi phí do không có lắp ráp) |
| Loại trái phiếu chính | Khả năng cơ học, độ bám dính | Hóa học/cơ học | Hóa học/cơ học |
Các yếu tố cần xem xét khi chọn quy trình đúc
Chọn quy trình đúc phù hợp nhất giữa việc chèn đúc, quá mức và đồng đúc là một quyết định quan trọng ảnh hưởng đến hiệu suất sản phẩm, hiệu quả sản xuất và chi phí tổng thể. Một đánh giá kỹ lưỡng về một số yếu tố chính là rất cần thiết trước khi cam kết với một kỹ thuật cụ thể.
1. Thiết kế một phần và sự phức tạp
-
Hình học và Tích hợp:
-
Chèn đúc: Lý tưởng khi bạn cần tích hợp các thành phần riêng biệt, được hình thành sẵn (thường không phải là kim loại hoặc điện tử) vào một phần nhựa. Xem xét nếu hình dạng của chèn có thể được giữ an toàn trong khuôn và chịu được áp lực tiêm.
-
Vượt quá: Phù hợp nhất để thêm một lớp mềm hơn, công thái học hơn hoặc khác biệt về mặt thẩm mỹ vào một Chất nền nhựa đã tồn tại trước . Đánh giá xem vật liệu quá mức có thể chảy sạch trên các đường viền của chất nền mà không bị bẫy không khí hoặc tạo ra các khoảng trống.
-
Co-Molding: Cung cấp sự tự do thiết kế cao nhất để tích hợp nhiều vật liệu dựa trên nhựa trực tiếp trong một quy trình. Nó là tuyệt vời cho các tính năng nhiều màu phức tạp, con dấu tích hợp hoặc các bộ phận có vùng cứng khác nhau.
-
-
Dung sai kích thước: Tất cả các phương pháp đòi hỏi phải xem xét cẩn thận sự co rút vật liệu, đặc biệt là khi kết hợp các vật liệu khác nhau. Đặc biệt, đồng đúc, đặc biệt, yêu cầu kiểm soát chính xác do nhiều vật liệu củng cố đồng thời.
-
Yêu cầu chức năng: Những thuộc tính cụ thể nào mỗi phần của thành phần cần? Đó là sức mạnh, độ bám, niêm phong, độ dẫn điện hay thẩm mỹ? Điều này sẽ ảnh hưởng lớn đến lựa chọn vật liệu và do đó quá trình.
2. Khả năng tương thích vật liệu
-
Sự kết dính: Đây là điều tối quan trọng, đặc biệt là đối với việc quá mức và đồng đúc. Các vật liệu được chọn phải tạo thành một liên kết hóa học hoặc cơ học mạnh mẽ để ngăn chặn sự phân tách hoặc phân tách theo thời gian. Nghiên cứu các loại vật liệu cụ thể và khả năng tương thích của chúng (ví dụ: các loại TPE cụ thể để liên kết với PC hoặc nylon).
-
Nhiệt độ xử lý: Nhiệt độ tan chảy của các vật liệu khác nhau phải tương thích. Trong quá trình quá mức và đồng sáng tạo, nhiệt độ tan chảy của vật liệu thứ hai không được quá cao đến mức nó làm hỏng hoặc làm biến dạng vật liệu thứ nhất (chất nền).
-
Tỷ lệ co ngót: Tỷ lệ co rút khác nhau giữa các vật liệu kết hợp có thể dẫn đến cong vênh, ứng suất bên trong hoặc sự ổn định chiều kém trong phần cuối cùng. Các kỹ sư thường sử dụng phần mềm mô phỏng để dự đoán và giảm thiểu các vấn đề này.
3. Khối lượng sản xuất
-
Khối lượng thấp đến trung bình:
-
Chèn đúc (vị trí thủ công): Có thể khả thi cho các khối lượng thấp hơn trong đó chi phí vị trí chèn tự động không chính đáng.
-
Vượt quá (chuyển giao thủ công): Tương tự, nếu các bộ phận được chuyển giao thủ công giữa các khuôn, nó có thể phù hợp với các hoạt động sản xuất thấp hơn, mặc dù chi phí lao động trở thành một yếu tố.
-
-
Khối lượng cao:
-
Đúc chèn tự động: Cần thiết cho việc chèn đúc khối lượng lớn để duy trì hiệu quả và độ chính xác.
-
Hai shot (đa shot) quá mức & đồng đúc: Các quy trình này được thiết kế đặc biệt để sản xuất khối lượng lớn, hiệu quả cao. Công cụ trả trước đáng kể và đầu tư máy được khấu hao trên hàng triệu bộ phận, khiến chúng cực kỳ hiệu quả về chi phí mỗi mảnh.
-
4. Ngân sách
-
Chi phí công cụ ban đầu:
-
Chèn đúc: Thông thường, trung bình đến cao, vì khuôn cần các tính năng để bảo đảm các phần chèn.
-
Vượt quá: Cao, đặc biệt là đối với đa dạng hoặc khuôn quay.
-
Co-Molding: Cao nhất, do sự phức tạp cực độ của khuôn đa shot và máy móc chuyên dụng.
-
-
Đầu tư máy: Các máy ép phun đa shot cần thiết cho việc đồng sáng tác và tích hợp quá mức đắt hơn đáng kể so với các máy tiêu chuẩn.
-
Chi phí mỗi phần: Mặc dù chi phí ban đầu cao đối với các phương pháp nâng cao, việc loại bỏ các hoạt động thứ cấp (lắp ráp, vẽ, niêm phong) có thể làm giảm đáng kể chi phí mỗi phần trong sản xuất khối lượng lớn, dẫn đến tiết kiệm tổng thể.
5. Yêu cầu hiệu suất
-
Độ bền và tuổi thọ: Phần cần phải chịu được môi trường khắc nghiệt, sử dụng lặp đi lặp lại hoặc tải cụ thể? Điều này ảnh hưởng đến sự lựa chọn vật liệu và tính toàn vẹn của trái phiếu giữa các vật liệu.
-
Các yếu tố môi trường: Một phần sẽ được tiếp xúc với hóa chất, ánh sáng tia cực tím, nhiệt độ khắc nghiệt hoặc độ ẩm? Lựa chọn vật liệu và cơ chế liên kết phải giải thích cho các điều kiện này.
-
Thẩm mỹ: Là một cái nhìn cụ thể, cảm nhận hoặc kết hợp màu sắc quan trọng đối với sự hấp dẫn thị trường của sản phẩm? Quá mức và đồng sáng tạo excel trong việc cung cấp các tính năng thẩm mỹ tích hợp.
-
Chứng nhận/Tiêu chuẩn: Đối với các ngành công nghiệp như y tế hoặc ô tô, các đặc tính vật liệu cụ thể và quy trình sản xuất phải đáp ứng các tiêu chuẩn quy định nghiêm ngặt.
6. Các hoạt động sau đúc / quy trình thứ cấp
-
Một trong những động lực chính để chọn các kỹ thuật đúc tiên tiến này là giảm hoặc loại bỏ lắp ráp sau đúc.
-
Chèn đúc: Giảm lắp ráp ốc vít, ống lót, v.v.
-
Quá mức & Co-Molding: Có thể loại bỏ kỹ năng dán tay, lắp ráp các con dấu hoặc sơn cho các bộ phận nhiều màu.
-
-
Đánh giá "tổng chi phí sở hữu" thực sự bằng cách bao thanh toán không chỉ chi phí đúc, mà còn cả lao động, thiết bị và kiểm soát chất lượng liên quan đến hoạt động thứ cấp. Khoản đầu tư ban đầu cao hơn vào việc đúc nâng cao thường có thể tự trả bằng cách cắt giảm đáng kể các chi phí tiếp theo này.
Nghiên cứu trường hợp
Để minh họa cho ứng dụng thực tế và lợi ích của từng quy trình đúc, hãy khám phá các ví dụ trong thế giới thực trong đó chèn đúc, quá mức và đồng làm đồng nghiệp đã được sử dụng thành công để tạo ra các sản phẩm sáng tạo và hiệu quả.

Chèn đúc: đầu nối điện tử
Thử thách: Một nhà sản xuất thiết bị điện tử tiêu dùng cần thiết để sản xuất các đầu nối USB-C đáng tin cậy. Đầu nối đòi hỏi các chân kim loại mạnh mẽ cho độ dẫn điện và tính toàn vẹn cấu trúc, tích hợp liền mạch vào vỏ nhựa sẽ cung cấp cách điện và giao diện an toàn với các thiết bị. Lắp ráp truyền thống của các ghim riêng lẻ vào một nhà ở nhựa là chậm, dễ bị sai lệch và tốn kém do lao động thủ công.
Giải pháp: Công ty đã chọn Chèn đúc . Các chân đồng thau được gia công chính xác được hình thành sẵn và sau đó tự động đặt vào khuôn đa dạng. Polymer tinh thể lỏng nóng chảy (LCP), được chọn cho các đặc tính cách điện tuyệt vời, độ ổn định kích thước và điện trở ở nhiệt độ cao, sau đó được tiêm xung quanh các chân.
Kết quả: Quá trình này cho phép tạo ra hàng trăm ngàn người kết nối USB-C phù hợp, bền bỉ và chính xác mỗi ngày. Khóa cơ học mạnh giữa LCP và các tính năng có nút trên các chân đồng đảm bảo sức mạnh kéo ra đặc biệt và độ tin cậy dài hạn. Việc loại bỏ chèn pin thủ công làm giảm đáng kể chi phí sản xuất và thời gian lắp ráp, đồng thời cải thiện chất lượng tổng thể và thu nhỏ của đầu nối.
Quá mức: Tay cầm công cụ điện
Thử thách: Một công ty công cụ năng lượng hàng đầu nhằm cải thiện công thái học, độ bám và sự thoải mái của người dùng trong các cuộc tập trận không dây của nó. Các tay cầm hiện tại, chỉ được làm bằng nhựa ABS cứng, trở nên trơn trượt khi tay đổ mồ hôi hoặc nhờn, dẫn đến sự mệt mỏi của người dùng và các vấn đề an toàn tiềm năng. Thêm một tay cầm cao su riêng biệt là một bước lắp ráp thêm và đôi khi dẫn đến sự cố kết dính theo thời gian.
Giải pháp: Nhà sản xuất thực hiện quá mức Sử dụng một quá trình ép phun hai shot. Đầu tiên, cơ thể tay cầm kết cấu được đúc từ nhựa ABS bền, cứng. "Chất nền" cứng này sau đó được xoay trong cùng một máy đúc sang khoang thứ hai. Ở đây, một lưu hóa nhiệt dẻo nhiệt dẻo mềm, đàn hồi (TPV) đã được tiêm trên các khu vực cụ thể của tay cầm ABS, tạo thành một tay cầm thoải mái, không trượt.
Kết quả: Các tay cầm quá mức cung cấp độ bám vượt trội, sự thoải mái của người dùng được tăng cường đáng kể và cải thiện sự an toàn, đặc biệt là trong môi trường làm việc đòi hỏi. Liên kết hóa học và cơ học giữa ABS và TPV đảm bảo độ bám dính tuyệt vời, ngăn chặn sự phân tách ngay cả sau khi sử dụng nặng kéo dài. Giải pháp tích hợp này đã loại bỏ sự cần thiết phải lắp ráp bám riêng, hợp lý hóa quy trình sản xuất và giảm chi phí sản xuất tổng thể trong khi mang lại trải nghiệm người dùng cao cấp.
Co-Molding (đúc đa shot): Các thành phần nội thất ô tô
Thử thách: Một nhà cung cấp ô tô đã tìm cách tạo ra một thành phần bảng điều khiển xe hơi tinh vi tích hợp nhiều chức năng và tính thẩm mỹ, bao gồm một cơ sở cấu trúc cứng, tay vịn cảm ứng mềm và các nút màu riêng biệt cho các điều khiển cửa sổ. Theo truyền thống, điều này liên quan đến việc đúc một số bộ phận riêng biệt và sau đó lắp ráp chúng, dẫn đến chuỗi cung ứng phức tạp, các vấn đề về đồ đạc tiềm năng và chi phí lao động cao hơn.
Giải pháp: Nhà cung cấp đã thông qua một Co-Molding (đúc đa shot) Quá trình sử dụng một máy ép phun ba shot chuyên dụng.
-
Bắn 1: Một polypropylen đầy thủy tinh (PP) cứng nhắc đã được tiêm để tạo thành xương sống cấu trúc của bảng điều khiển cửa và cơ sở cho các nút.
-
Bắn 2: Một polyurethane nhựa nhiệt dẻo mềm (TPU) đã được tiêm vào các khu vực được chỉ định để tạo ra bề mặt tay vịn thoải mái và các khu vực công thái học khác.
-
Bắn 3: Một ABS ổn định UV, ổn định UV đã được tiêm để tạo thành các nút điều khiển cửa sổ riêng biệt trực tiếp vào cơ sở PP cứng nhắc.
Kết quả: Cách tiếp cận đồng sáng tạo nâng cao này cho phép sản xuất một thành phần cửa đa vật liệu tích hợp cao trong một quy trình liên tục duy nhất. Nó đạt được chất lượng thẩm mỹ vượt trội với sự chuyển đổi liền mạch giữa vật liệu và màu sắc, đồng thời đảm bảo các liên kết cơ học và hóa học bền. Việc giảm đáng kể số lượng một phần và loại bỏ nhiều bước lắp ráp đã dẫn đến tiết kiệm chi phí đáng kể, giảm độ phức tạp hậu cần và cải thiện chất lượng và tính nhất quán của bộ phận tổng thể cho nội thất ô tô.
Chèn đúc vượt trội trong việc kết hợp các thành phần được hình thành trước, thường không phải, không phải là một phần nhựa, chủ yếu để tăng cường tính toàn vẹn cấu trúc, độ dẫn điện hoặc cung cấp các tính năng chức năng cụ thể. Đó là phần cho các thành phần tích hợp, bền như đầu nối điện tử hoặc bánh răng gia cố.
Overmolding , đặc biệt khi áp dụng các vật liệu mềm hơn lên chất nền nhựa cứng, tỏa sáng trong việc cải thiện công thái học sản phẩm, thẩm mỹ và tương tác người dùng. Từ nắm cảm ứng mềm trên các công cụ năng lượng đến các con dấu tích hợp trên các thiết bị điện tử, nó nâng cao sự thoải mái, an toàn và chức năng.
Co-Molding (đúc đa shot) đại diện cho đỉnh cao của tích hợp đa vật liệu trong một chu kỳ đúc duy nhất. Nó cung cấp sự tự do thiết kế vô song để tạo ra các bộ phận phức tạp với nhiều màu sắc, độ cứng khác nhau và các chức năng tích hợp phức tạp, thường loại bỏ toàn bộ dây chuyền lắp ráp trong sản xuất khối lượng lớn.
Cuối cùng, sự lựa chọn trong số các quy trình ép phun mạnh mẽ này dựa trên việc đánh giá cẩn thận các nhu cầu cụ thể của dự án của bạn:
-
Bạn đang kết hợp những vật liệu nào, và tài sản của chúng là gì?
-
Mức độ phức tạp thiết kế và tích hợp chức năng là bắt buộc?
-
Khối lượng sản xuất dự kiến của bạn là gì?
-
Những hạn chế về ngân sách của bạn, cả trả trước và mỗi phần là gì?
-
Hiệu suất quan trọng và yêu cầu thẩm mỹ của sản phẩm cuối cùng là gì?
Vẫn bối rối nên chọn, chỉ cần liên hệ với chúng tôi tại https://www.imtecmould.com/contact/ .

