
Giới thiệu về các thách thức vượt qua và liên kết
Quá mức là một quá trình sản xuất biến đổi trong đó một vật liệuThì điển hình là chất đàn hồi nhiệt dẻo mềm (TPE) hoặc cao suThì được đúc trực tiếp trên hoặc xung quanh một vật liệu cứng, thứ hai (chất nền). Kỹ thuật này là vô cùng linh hoạt, cho phép tạo ra các thành phần có nhiều tính chất vật liệu trong một phần. Hãy nghĩ về một sự kìm kẹp thoải mái, chống trượt trên một công cụ, một con dấu chống thấm trên một thiết bị điện tử hoặc các thiết kế đa màu làm hài lòng về mặt thẩm mỹ trên các sản phẩm tiêu dùng.
Lợi ích của việc quá mức là rất nhiều: tăng cường công thái học, cải thiện tính thẩm mỹ, nhiễu và giảm rung, cách điện và lắp ráp đơn giản bằng cách loại bỏ nhu cầu chất kết dính hoặc ốc vít. Tuy nhiên, sự thành công của việc vượt qua bản lề trên một yếu tố quan trọng: đạt được một trái phiếu mạnh mẽ, vĩnh viễn giữa hai vật liệu riêng biệt.

Không có mối quan hệ mạnh mẽ, các bộ phận bị vượt qua có thể phải chịu đựng những vấn đề phổ biến và bực bội như tách vật chất, bong tróc, sủi bọt hoặc phân định . Hãy tưởng tượng một tay cầm cảm ứng mềm tách ra khỏi lõi cứng của nó, hoặc vỏ điện tử kín bị hỏng do hơi ẩm. Những thất bại này không chỉ ảnh hưởng đến chức năng và độ bền của sản phẩm mà còn có thể dẫn đến các yêu cầu bảo hành tốn kém, thu hồi sản phẩm và thiệt hại đáng kể cho danh tiếng của thương hiệu.
Hiểu về khoa học về liên kết vật chất trong quá trình
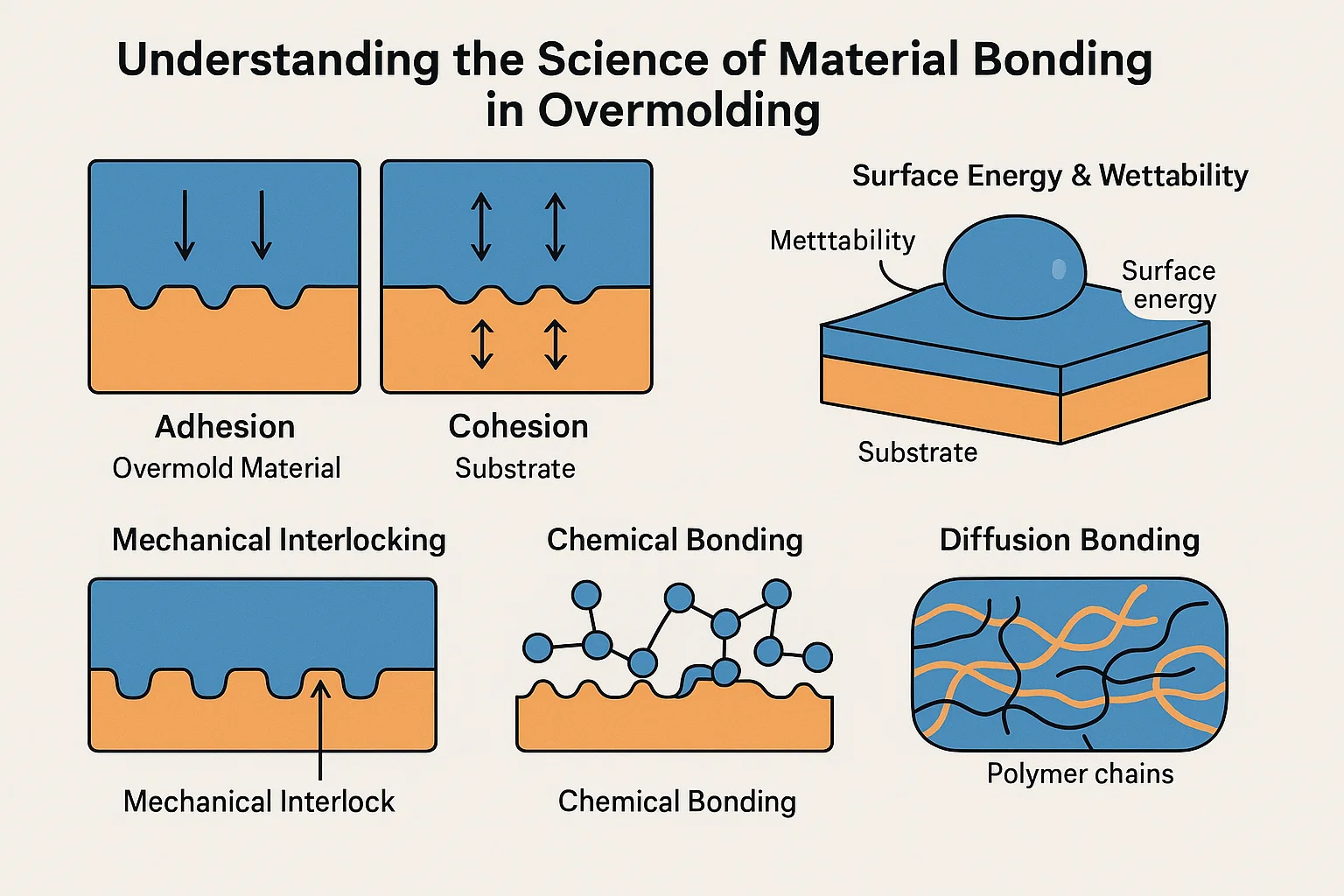
Đạt được một trái phiếu vĩnh viễn trong việc vượt qua không phải là phép thuật; Đó là một khoa học bắt nguồn từ cách các vật liệu tương tác ở cấp độ kính hiển vi. Để thực sự làm chủ quá mức, chúng ta cần nắm bắt các nguyên tắc cơ bản của sự bám dính Và sự gắn kết và cách chúng áp dụng cho giao diện giữa chất nền của bạn và vật liệu quá mức.
Sự bám dính đề cập đến các lực hấp dẫn giữa hai khác nhau bề mặt. Hãy nghĩ về nó như băng dính; Các băng dính vào tường. Trong quá trình quá mức, đây là liên kết giữa chất nền (vật liệu thứ nhất) và vật liệu quá mức (vật liệu thứ hai). Độ bám dính mạnh mẽ có nghĩa là hai vật liệu sẽ không dễ dàng tách ra trên bề mặt tiếp xúc của chúng.
Sự gắn kết , mặt khác, đề cập đến sức mạnh bên trong của một đơn vật liệu. Nếu băng dính của bạn nước mắt, đó là một lỗi gắn kết trong chính băng, không phải là một lỗi dính từ tường. Trong quá mức, cả hai vật liệu đều cần sức mạnh kết dính tốt để tránh xé hoặc gãy bên trong. Một liên kết quá mức mạnh mẽ đòi hỏi cả độ bám dính tuyệt vời ở giao diện và sự gắn kết đủ trong mỗi vật liệu.
Trọng tâm của độ bám dính là Năng lượng bề mặt Và độ ẩm :
-
Năng lượng bề mặt: Mỗi vật liệu có một lượng năng lượng nhất định trên bề mặt của nó. Đối với liên kết hiệu quả, các vật liệu quá mức (ở trạng thái nóng chảy của nó) thường cần phải có một Năng lượng bề mặt thấp hơn hơn chất nền nó đang chảy qua. Điều này cho phép nhựa nóng chảy lan ra và "làm ướt" bề mặt của chất nền một cách triệt để.
-
Độ ẩm: Đây là khả năng của chất lỏng (vật liệu quá nóng chảy) trải trên một bề mặt rắn (chất nền). Độ ẩm tốt đảm bảo nhựa nóng chảy có thể tiếp xúc mật thiết với chất nền, tối đa hóa khả năng liên kết. Hãy tưởng tượng nước gắn kết trên một chiếc xe sáp so với trải rộng trên kính sạch; Sau này cho thấy sự ẩm ướt tốt hơn.
Khi các điều kiện này được đáp ứng, các cơ chế liên kết khác nhau xuất hiện để tạo ra kết nối mạnh mẽ, vĩnh viễn đó:
-
Lồng vào nhau cơ học: Điều này giống như một câu đố kính hiển vi. Các vật liệu quá nóng chảy chảy vào sự bất thường nhỏ, lỗ chân lông hoặc các tính năng được thiết kế có chủ ý (như undercut hoặc lỗ) trên bề mặt của chất nền. Khi nó nguội đi và củng cố, nó lồng vào nhau về mặt vật lý với các tính năng này, tạo ra một mỏ neo cơ học chống lại sự tách biệt. Đây thường là cơ chế liên kết chính, đặc biệt là khi khả năng tương thích hóa học bị hạn chế.
-
Liên kết hóa học: Đây là hình thức bám dính mạnh nhất, liên quan đến sự hình thành của Liên kết hóa học chính (như liên kết cộng hóa trị hoặc ion) hoặc Lực lượng thứ cấp (Giống như các lực Van der Waals, liên kết hydro) giữa các phân tử của hai vật liệu tại giao diện của chúng. Điều này thường xảy ra khi các vật liệu có cấu trúc hóa học tương tự hoặc khi các nhóm phản ứng cụ thể có thể tương tác. Ví dụ, một số loại TPE được thiết kế để liên kết hóa học với nhựa kỹ thuật cụ thể.
-
Liên kết khuếch tán: Trong một số trường hợp, đặc biệt với các vật liệu rất giống nhau về mặt hóa học và được xử lý ở nhiệt độ cao, các chuỗi polymer từ vật liệu Overmold thực sự có thể khuếch tán và vướng mắc với các chuỗi polymer của chất nền. Điều này tạo ra một mạng lưới xen kẽ thực sự, làm mờ một cách hiệu quả ranh giới giữa hai vật liệu và tạo thành một liên kết cực kỳ mạnh mẽ, gần như không thể tách rời. Điều này thường được nhìn thấy trong việc đúc hai shot trong đó cả hai vật liệu đều là nhựa có tính chất tan chảy tương tự.
Các yếu tố chính ảnh hưởng đến sức mạnh trái phiếu
Đạt được một mối liên kết vượt trội trong việc quá mức không chỉ là hiểu về khoa học; Đó là về việc kiểm soát tỉ mỉ một số yếu tố thực tế trong suốt quá trình thiết kế và sản xuất. Bỏ qua bất kỳ một trong số này có thể thỏa hiệp đáng kể sức mạnh trái phiếu cuối cùng.
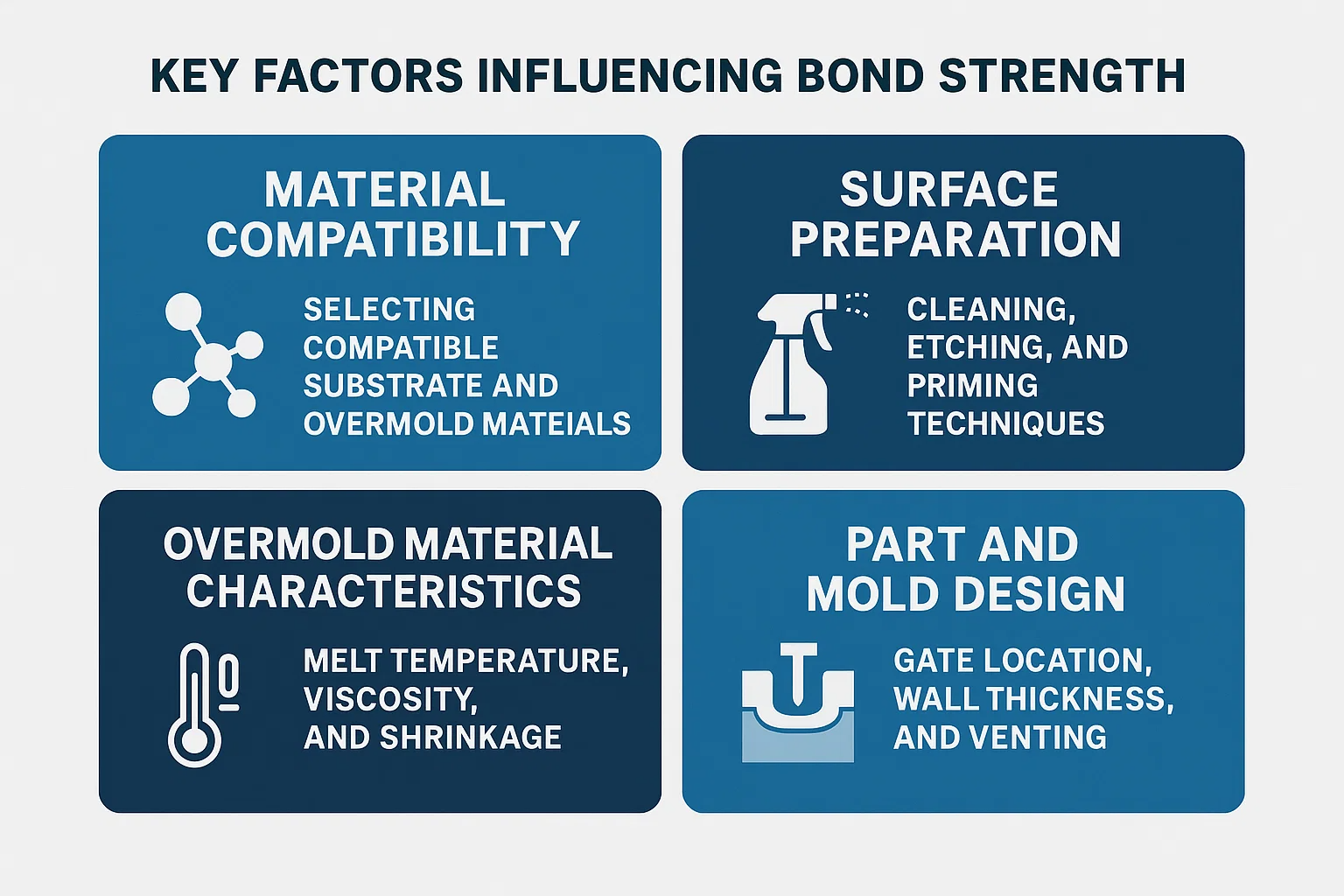
1. Khả năng tương thích vật liệu: Chọn chất nền tương thích và vật liệu quá mức
Đây thường là điểm khởi đầu quan trọng nhất. Sự lựa chọn vật liệu chỉ ra tiềm năng cho Liên kết hóa học Và khuếch tán .
-
Ái lực hóa học: Một số cặp vật liệu tự nhiên "thích" nhau. Ví dụ, chắc chắn TPE (chất đàn hồi nhiệt dẻo) được xây dựng cụ thể để liên kết tốt với nhựa cứng phổ biến như PC (polycarbonate) , Abs (acrylonitrile butadiene styrene) , Hỗn hợp PC/ABS , và thậm chí Nylon . Ngược lại, liên kết TPE với các vật liệu như PP (polypropylen) hoặc PE (polyetylen) Có thể là thách thức mà không có các công thức đặc biệt hoặc phương pháp điều trị bề mặt do năng lượng bề mặt thấp của chúng.
-
Sự tương đồng về nhiệt độ nóng chảy: Lý tưởng nhất, vật liệu quá mức nên có nhiệt độ xử lý cho phép nó chảy và liên kết hiệu quả mà không làm biến dạng hoặc làm giảm chất nền. Nếu vật liệu quá mức đòi hỏi nhiệt độ cao hơn nhiều so với nhiệt độ độ lệch nhiệt của chất nền, nó có thể dẫn đến cong vênh hoặc tan chảy của lần bắn đầu tiên.
-
Tỷ lệ co ngót: Vật liệu co lại khi chúng nguội. Nếu các vật liệu quá mức và cơ chất có sự khác biệt đáng kể Tỷ lệ co ngót , căng thẳng bên trong có thể tích tụ, dẫn đến phân tách hoặc nứt theo thời gian, đặc biệt là ở các cạnh hoặc góc. Các kỹ sư cẩn thận chọn các cặp có hành vi co rút tương tự hoặc bổ sung.
2. Chuẩn bị bề mặt: Làm sạch, khắc và kỹ thuật mồi
Ngay cả với các vật liệu tương thích, bề mặt cơ chất bị ô nhiễm hoặc được chuẩn bị kém có thể làm suy yếu nghiêm trọng liên kết.
-
Làm sạch: Bề mặt cơ chất phải tỉ mỉ Sạch sẽ và không có chất giải phóng nấm mốc, dầu, bụi hoặc các chất gây ô nhiễm khác . Những hành động này là rào cản, ngăn chặn sự tiếp xúc và liên kết thân mật. Tùy thuộc vào chất nền, các phương pháp làm sạch có thể từ rửa đơn giản đến làm sạch siêu âm hoặc lau dung môi.
-
Khắc cơ học/kết cấu: Tạo ra một bề mặt thô về mặt kính hiển vi trên đế có thể tăng cường đáng kể lồng vào nhau cơ học . Điều này có thể đạt được thông qua các kỹ thuật như phun cát, khắc laser hoặc thậm chí bằng cách thiết kế kết cấu trực tiếp vào khuôn bắn đầu tiên. Diện tích bề mặt tăng cũng cung cấp nhiều điểm hơn cho tương tác hóa học tiềm năng.
-
Các chất kích thích mồi/bám dính hóa học: Cho các kết hợp vật liệu đầy thách thức, mồi hoặc chất kích thích độ bám dính có thể được áp dụng cho bề mặt chất nền. Các hóa chất này hoạt động như một cây cầu, tạo thành một liên kết với cả chất nền và vật liệu quá mức. Điều này là phổ biến trong quá mức cao su đến nhựa hoặc kim loại đến nhựa.
-
Điều trị huyết tương / Điều trị Choặcona: Những phương pháp điều trị bề mặt tiên tiến này sử dụng phóng điện để thay đổi năng lượng bề mặt của chất nền, làm cho nó dễ tiếp thu liên kết hơn. Chúng có thể tăng tính ẩm ướt và tạo ra các vị trí phản ứng cho liên kết hóa học.
3. Đặc điểm vật liệu quá mức: Nhiệt độ tan chảy, độ nhớt và co ngót
Các tính chất của vật liệu quá mức đóng vai trò quan trọng trong quá trình tiêm.
-
Nhiệt độ tan chảy: Nhiệt độ mà vật liệu quá mức được xử lý cần phải được kiểm soát chính xác. Nó phải đủ nóng để đạt được dòng chảy và làm ướt chất nền nhưng không quá nóng đến nỗi nó làm suy giảm vật liệu hoặc chất nền cơ bản.
-
Độ nhớt: Các Độ nhớt (điện trở dòng) của vật liệu quá nóng chảy ảnh hưởng đến khả năng lấp đầy các đặc điểm của khuôn phức tạp và tiếp xúc mật thiết với bề mặt chất nền. Một vật liệu quá nhớt có thể không lấp đầy các chi tiết tốt cho sự đan xen cơ học, trong khi một vật liệu quá chất lỏng có thể flash.
-
Co ngót: Như đã đề cập, sự co rút của vật liệu quá mức cần được quản lý liên quan đến chất nền để ngăn ngừa căng thẳng bên trong và lỗi liên kết.
4. Thiết kế một phần và khuôn: Vị trí cổng, độ dày tường và thông hơi
Thiết kế thông minh ngay từ đầu có thể ngăn chặn nhiều vấn đề liên kết.
-
Vị trí cổng: Các cổng . Vị trí cổng kém có thể dẫn đến việc làm đầy, các đường hàn hoặc các khu vực không đủ áp lực, tất cả đều ảnh hưởng đến sức mạnh liên kết.
-
Độ dày tường: Duy trì Độ dày tường nhất quán Trong vật liệu quá mức giúp đảm bảo làm mát và co ngót đồng đều, giảm thiểu căng thẳng bên trong. Những thay đổi đột ngột về độ dày tường có thể dẫn đến làm mát khác biệt, cong vênh và liên kết yếu.
-
Truyền thông: Khi vật liệu nóng chảy lấp đầy khuôn, không khí bị dịch chuyển. Nếu không khí này không thể thoát qua được trút giận , nó có thể bị mắc kẹt, dẫn đến các bức ảnh ngắn, vết bỏng hoặc các khu vực mà vật liệu quá mức không tiếp xúc hoàn toàn với chất nền, tạo ra các điểm yếu.
-
Undercuts, rãnh và lỗ hổng: Như đã thảo luận trong lồng vào nhau cơ học, việc kết hợp các tính năng này vào thiết kế cơ chất là rất quan trọng để tạo ra các neo vật lý cho vật liệu quá mức. Các tính năng này phải được thiết kế với các góc nháp thích hợp để cho phép dễ dàng bị hủy bỏ mà không làm hỏng phần bị vượt qua.
Các kỹ thuật để tăng cường lồng vào nhau cơ học
Trong khi khả năng tương thích hóa học và xử lý tối ưu hóa là rất quan trọng, nhưng lồng vào nhau cơ học đứng như một phương pháp mạnh mẽ và thường không thể thiếu để đảm bảo một liên kết mạnh mẽ, thể chất trong quá trình. Nó tạo ra một "độ bám" theo nghĩa đen giữa hai vật liệu, ngăn chặn sự phân tách ngay cả khi độ bám dính hóa học bị hạn chế. Điều này đặc biệt quan trọng khi các vật liệu quá mức có ái lực hóa học kém, chẳng hạn như liên kết TPE mềm với nhựa năng lượng bề mặt thấp như polypropylen (PP).
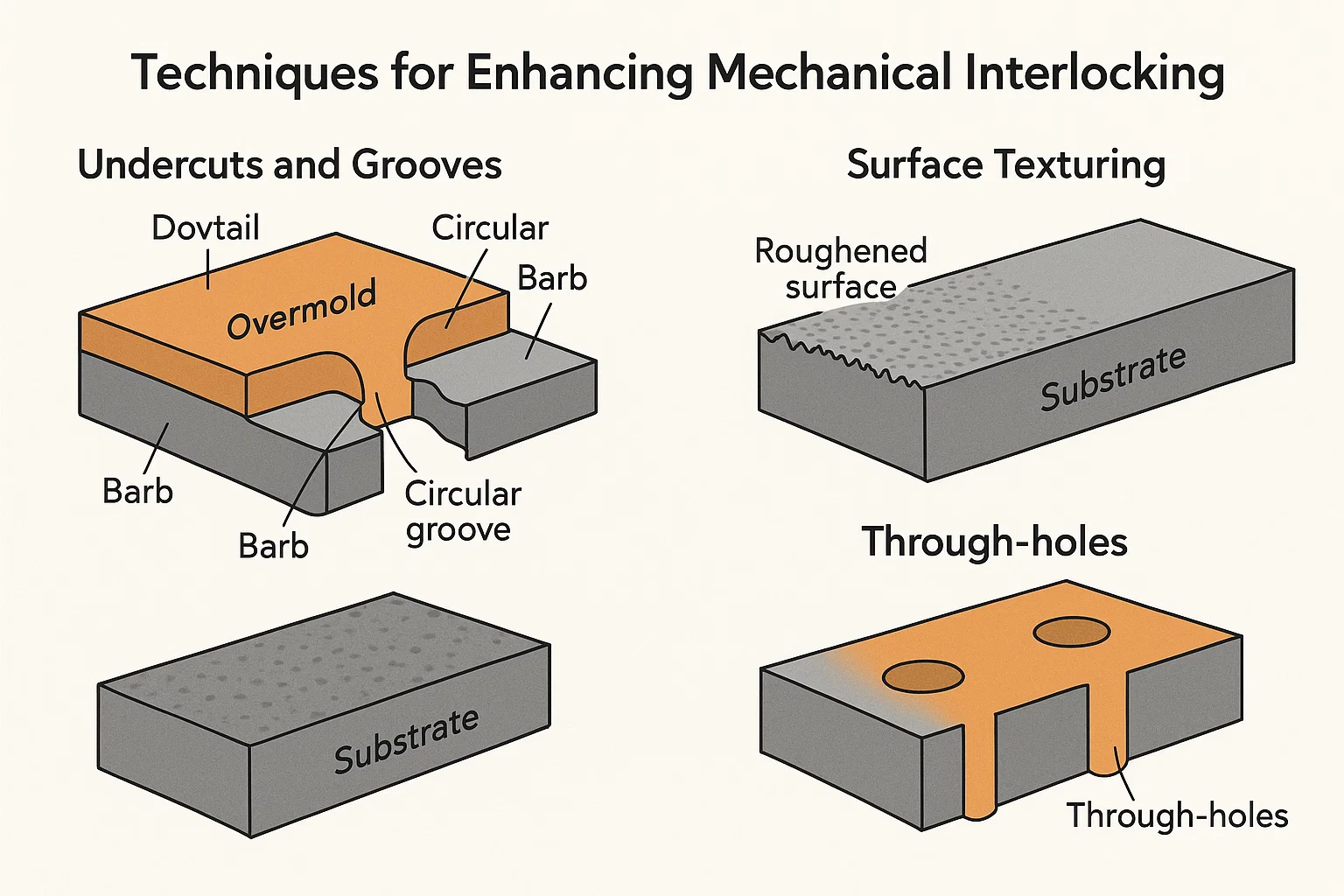
Dưới đây là các kỹ thuật thiết kế chính để tối đa hóa sự lồng vào nhau cơ học:
1. Undercut và rãnh: thiết kế các tính năng để duy trì cơ học
Hãy nghĩ về các vết cắt và rãnh dưới dạng móc kính hiển vi hoặc neo trong đế. Khi vật liệu nóng chảy chảy vào các tính năng này và nguội đi, nó sẽ củng cố xung quanh chúng, tạo ra một khóa vật lý.
-
Undercuts: Đây là những tính năng tạo ra "phần nhô ra" hoặc hình dạng lớn hơn bên dưới Bề mặt hơn ở lỗ mở. Khi vật liệu quá mức nguội đi và co lại, nó kéo chặt vào các phần dưới này. Ví dụ bao gồm:
-
Groove dovetail: Các kênh hình chữ V nơi cơ sở rộng hơn lỗ mở.
-
Các rãnh tròn: Vòng hoặc các kênh mà vật liệu quá mức có thể chảy vào và nắm.
-
Barbs hoặc Xương sườn: Các đặc điểm nhỏ, nhô ra trên đế mà vật liệu quá mức gói gọn.
-
-
Rãnh: Các kênh đơn giản hoặc hốc trên bề mặt chất nền cho phép vật liệu quá mức lấp đầy và hóa rắn, tạo ra một khóa cơ học. Đây có thể là thẳng, cong hoặc theo đường viền của phần.
Mẹo thiết kế: Khi thiết kế undercut, luôn luôn xem xét Dự thảo góc để dễ dàng bị hủy bỏ mà không làm hỏng phần quá mức hoặc chính khuôn. Vật liệu quá mức cần phải đủ linh hoạt để biến dạng một chút trong quá trình phóng nếu phần dưới không phải là một phần của cơ chế trượt hoặc nâng cao trong khuôn.
2. Kết cấu bề mặt: tạo ra một bề mặt thô để tăng độ bám dính
Một bề mặt mịn cung cấp các điểm tối thiểu cho tiếp xúc cơ học. Bằng cách tạo ra một bề mặt thô hoặc kết cấu trên đế, bạn tăng đáng kể diện tích bề mặt có sẵn cho vật liệu quá mức chảy vào và nắm.
-
Kết cấu được đúc: Phương pháp đơn giản nhất là thiết kế một kết cấu trực tiếp vào khuôn cho phần cơ chất. Đây có thể là một Stipple tốt, một kết thúc mờ hoặc thậm chí là một mẫu mài mòn tinh tế.
-
Khéo to phát nổ: Sau khi phần chất nền được đúc, nó có thể được phun cát hoặc nổ. Điều này làm xáo trộn vật lý bề mặt, tạo ra các đỉnh và thung lũng hiển vi mà vật liệu quá mức có thể chảy xung quanh và khóa liên động. Điều này cũng giúp loại bỏ bất kỳ chất gây ô nhiễm bề mặt.
-
Laser khắc: Việc khắc laser chính xác có thể tạo ra các kết cấu hoặc mẫu được kiểm soát phức tạp trên bề mặt cơ chất, tối ưu hóa liên kết cơ học cho các khu vực cụ thể.
-
Khắc hóa học: Một số hóa chất có thể khắc một cách chọn lọc bề mặt của nhựa, tạo ra một địa hình cứng hơn về mặt kính hiển vi giúp tăng cường độ bám dính cơ học.
Lợi ích: Tăng diện tích bề mặt không chỉ cải thiện sự đan xen cơ học mà còn có thể gián tiếp hỗ trợ liên kết hóa học bằng cách phơi bày các vị trí phản ứng nhiều hơn.
3. Quan niệm: Sử dụng các lỗ cho dòng vật liệu và lồng vào nhau
Kết hợp chiến lược được đặt xuyên qua lỗ Trong chất nền cho phép vật liệu quá mức chảy hoàn toàn qua và tạo thành một "đinh tán" hoặc "bài" ở phía bên kia. Điều này tạo ra một khóa cơ học hai mặt rất mạnh.
-
Vật liệu đinh tán: Khi vật liệu quá mức chảy qua một lỗ, nó sẽ tạo ra một "đinh tán" vật liệu neo vững chắc phần trên của chất nền.
-
Phân phối tải: Nhiều lỗ thông qua có thể phân phối ứng suất đều hơn trên giao diện ngoại quan, cải thiện độ bền tổng thể của phần quá mức.
-
Thông gió (lợi ích gián tiếp): Trong một số trường hợp, xuyên suốt các lỗ hổng cũng có thể hỗ trợ trong việc thông hơi không khí bị mắc kẹt trong quá trình quá mức, đảm bảo hoàn toàn lấp đầy và tiếp xúc.
Sự cân nhắc: Kích thước và vị trí của các lỗ thông qua là rất quan trọng. Chúng phải đủ lớn để cho phép dòng vật liệu tốt nhưng không lớn đến mức chúng ảnh hưởng đến tính toàn vẹn cấu trúc của chất nền.
Tận dụng liên kết hóa học cho độ bám dính vượt trội
Trong khi sự lồng vào cơ học cung cấp một mỏ neo vật lý mạnh mẽ, Liên kết hóa học Cung cấp mức độ bám dính cao nhất, tạo ra một giao diện gần như không thể tách rời giữa chất nền và vật liệu quá mức. Phương pháp này phụ thuộc vào sự tương tác phân tử thực tế giữa hai polyme, dẫn đến một liên kết thường mạnh hơn cường độ gắn kết của một trong hai vật liệu.
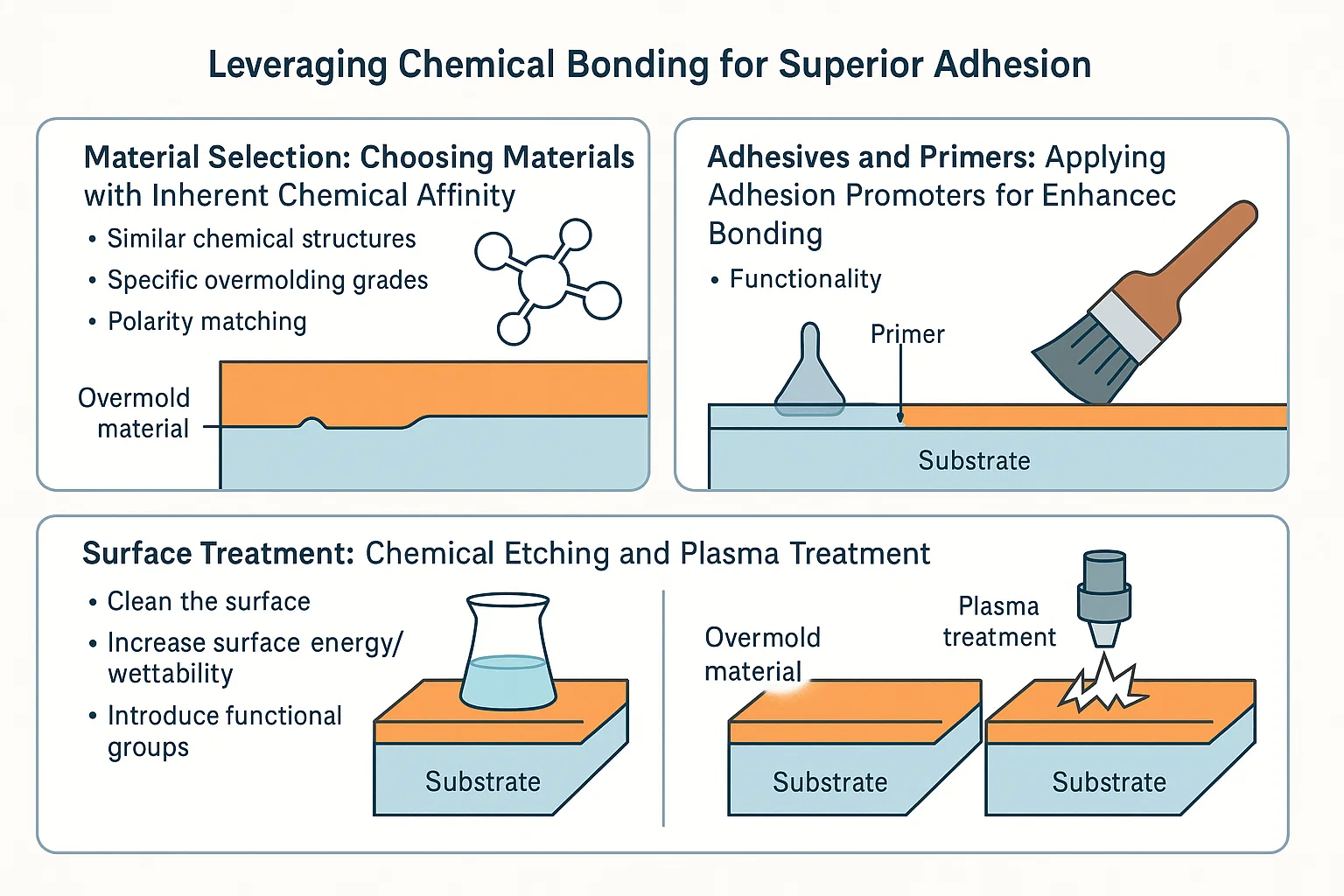
1. Lựa chọn vật liệu: Chọn vật liệu có ái lực hóa học vốn có
Nền tảng của liên kết hóa học nằm ở việc lựa chọn các vật liệu vốn đã tương thích ở cấp độ phân tử. Đây là nơi chuyên môn về hóa học polymer trở nên quan trọng.
-
Cấu trúc hóa học tương tự: Các polyme có xương sống hóa học tương tự hoặc các nhóm chức năng có xu hướng liên kết dễ dàng hơn. Ví dụ, chắc chắn Polyurethan nhiệt dẻo (TPU) được biết là tạo thành liên kết hóa học mạnh với polycarbonat (PC) Và acrylonitrile butadien styren (abs) do các đặc điểm cực được chia sẻ và tiềm năng liên kết hydro hoặc các điểm tham quan phân tử khác.
-
Các lớp vượt qua cụ thể: Nhiều nhà cung cấp vật liệu cung cấp chuyên ngành lớp quá mức của TPE hoặc các polyme khác. Các loại này được thiết kế để chứa các chất phụ gia hoặc cấu trúc chuỗi polymer duy nhất nhằm thúc đẩy khả năng phản ứng hóa học và độ bám dính với các chất nền cứng nhắc cụ thể (ví dụ, TPE được thiết kế để liên kết với nylon, PE hoặc PP, thường là thách thức).
-
Phù hợp phân cực: Vật liệu có cực tính tương tự có xu hướng tương tác tốt hơn. Vật liệu cực (như PC, ABS, nylon) có nhiều khả năng liên kết với các vật liệu cực khác, trong khi các vật liệu không phân cực (như PP, PE) yêu cầu các chất phụ gia cụ thể hoặc phương pháp điều trị bề mặt để đạt được độ bám dính tốt với vật liệu quá mức.
Làm việc chặt chẽ với các nhà cung cấp vật liệu để chọn cặp nhựa tối ưu cho ứng dụng cụ thể của bạn thường là con đường đơn giản nhất để đạt được liên kết hóa học.
2. Chất kết dính và mồi: Áp dụng các chất kích thích bám dính để tăng cường liên kết
Khi ái lực hóa học vốn có giữa các vật liệu bị hạn chế hoặc cần thêm một lớp bảo mật, chất kết dính hoặc mồi (chất kích thích bám dính) có thể được sử dụng. Những chất này hoạt động như một cây cầu, tạo ra một liên kết với cả chất nền và vật liệu quá mức.
-
Các lớp mồi/lớp cà vạt: Đây thường là những lớp phủ mỏng được áp dụng cho chất nền trước quá trình quá mức. Chúng chứa các nhóm hóa học có thể phản ứng với cả bề mặt cơ chất và vật liệu quá nóng chảy, tạo thành một cây cầu phân tử.
-
Chất kết dính phản ứng: Trong một số ứng dụng chuyên dụng, một lớp mỏng của chất kết dính phản ứng có thể được áp dụng. Tuy nhiên, điều này bổ sung một bước quy trình thứ cấp và ít phổ biến hơn trong việc tiêm quá mức khối lượng lớn trong đó mục tiêu thường là để loại bỏ các bước như vậy.
-
Chức năng: Các mồi đặc biệt hữu ích cho việc liên kết các vật liệu không giống nhau, chẳng hạn như cao su silicon đến nhựa or kim loại để nhựa , trong đó liên kết hóa học trực tiếp thông qua quá mức thông thường là thách thức.
Phương pháp ứng dụng (phun, nhúng, lau) và điều kiện sấy cho mồi là rất quan trọng đối với hiệu quả của chúng.
3. Xử lý bề mặt: Khắc hóa chất và điều trị bằng huyết tương
Ngay cả với các vật liệu tương thích hóa học, các chất gây ô nhiễm bề mặt hoặc năng lượng bề mặt thấp có thể cản trở liên kết. Các phương pháp điều trị bề mặt khác nhau có thể chuẩn bị chất nền để dễ tiếp thu tương tác hóa học.
-
Khắc hóa học: Điều này liên quan đến việc phơi bày bề mặt cơ chất với các giải pháp hóa học cụ thể làm thay đổi kính hiển vi địa hình và thành phần hóa học của nó. Nó có thể loại bỏ các lớp ranh giới yếu và tạo ra các vị trí phản ứng, do đó làm tăng năng lượng bề mặt và thúc đẩy các liên kết hóa học mạnh hơn. Ví dụ, một số polyolefin có thể được khắc hóa học để cải thiện khả năng liên kết của chúng.
-
Xử lý huyết tương (khí quyển hoặc chân không): Phương pháp hiệu quả cao này sử dụng khí ion hóa (huyết tương) để sửa đổi một số lớp nguyên tử hàng đầu của bề mặt chất nền. Điều trị huyết tương có thể:
-
Làm sạch bề mặt: Loại bỏ các chất gây ô nhiễm hữu cơ ở cấp độ phân tử.
-
Tăng năng lượng bề mặt/độ ẩm: Làm cho bề mặt "tiếp nhận" hơn với vật liệu quá nóng chảy, cho phép nó lan truyền hiệu quả hơn.
-
Giới thiệu các nhóm chức năng: Tạo các nhóm hóa học mới trên bề mặt có thể phản ứng trực tiếp với vật liệu quá mức, hình thành các liên kết cộng hóa trị.
-
-
Điều trị corona: Tương tự như xử lý huyết tương, xử lý phóng điện Corona sử dụng phóng điện tần số cao để sửa đổi các tính chất bề mặt của vật liệu không xốp, thường được sử dụng trên màng và tấm, nhưng cũng áp dụng cho một số bộ phận đúc để cải thiện độ ẩm và độ bám dính.
Bằng cách kết hợp chiến lược lựa chọn vật liệu với các kỹ thuật chuẩn bị bề mặt phù hợp, các nhà sản xuất có thể mở khóa toàn bộ tiềm năng của liên kết hóa học, dẫn đến các bộ phận quá mức với độ bám dính đặc biệt, kéo dài và toàn vẹn cấu trúc.
Tối ưu hóa quá trình vượt qua
Ngay cả với lựa chọn vật liệu hoàn hảo và khuôn được thiết kế rực rỡ, các thông số quy trình quá mức thực tế là các linchpin đảm bảo một liên kết mạnh mẽ, nhất quán. Độ lệch nhỏ về nhiệt độ, áp suất hoặc tốc độ có thể ảnh hưởng đáng kể đến chất lượng của giao diện giữa chất nền và vật liệu quá mức. Kiểm soát chính xác các tham số này là rất quan trọng để đạt được một liên kết vĩnh viễn.
1. Kiểm soát nhiệt độ: Quản lý nhiệt độ tan chảy và nhiệt độ khuôn
Nhiệt độ đóng một vai trò kép trong việc quá mức, ảnh hưởng đến cả dòng vật liệu và liên kết.
-
Nhiệt độ tan chảy: Nhiệt độ của vật liệu quá nóng chảy vào khuôn là rất quan trọng.
-
Quá thấp: Nếu nhiệt độ tan chảy quá thấp, vật liệu sẽ không dễ dàng chảy. Nó có thể không làm ướt hoàn toàn bề mặt chất nền, không lấp đầy các khóa liên động cơ học phức tạp hoặc hóa rắn quá nhanh, dẫn đến tiếp xúc không hoàn chỉnh và liên kết yếu.
-
Quá cao: Ngược lại, nhiệt độ tan chảy quá mức có thể gây ra sự xuống cấp vật liệu, dẫn đến tính chất cơ học kém, đổi màu hoặc thậm chí đốt. Nó cũng có thể có nguy cơ biến dạng hoặc làm hỏng chất nền, đặc biệt nếu chất nền có nhiệt độ lệch nhiệt thấp hơn.
-
Cân bằng tối ưu: Nhiệt độ tan chảy lý tưởng đảm bảo độ nhớt của vật liệu đủ thấp để dòng chảy tốt và làm ướt, thúc đẩy sự tiếp xúc thân mật và tương tác hóa học, mà không gây ra sự xuống cấp.
-
-
Nhiệt độ khuôn: Nhiệt độ của khuôn mẫu ảnh hưởng trực tiếp đến cách vật liệu quá mức làm mát và củng cố.
-
Quá lạnh: Một khuôn quá lạnh có thể khiến vật liệu quá mức "đóng băng" sớm, dẫn đến việc làm đầy không hoàn chỉnh, hoàn thiện bề mặt kém và tiếp xúc không đầy đủ với chất nền, ngăn ngừa liên kết hiệu quả.
-
Quá nóng: Một khuôn quá nóng có thể kéo dài thời gian chu kỳ, gây suy thoái vật liệu hoặc dẫn đến co rút quá mức và cong vênh khi phần nguội đi bên ngoài khuôn.
-
Cân nhắc về chất nền: Đối với quá mức, nhiệt độ khuôn cũng ảnh hưởng đến nhiệt độ bề mặt của chất nền. Một khuôn ấm phù hợp có thể giúp giữ cho bề mặt chất nền hơi dẻo, cải thiện khả năng liên kết của vật liệu quá mức. Tuy nhiên, nó không được nóng đến mức khiến chất nền bị biến dạng.
-
2. Áp suất và tốc độ tiêm: Điều chỉnh các thông số cho dòng vật liệu tối ưu
Lực và tốc độ mà vật liệu quá mức đi vào khoang là rất quan trọng để làm đầy và bám dính đúng cách.
-
Tốc độ tiêm:
-
Quá chậm: Tốc độ phun chậm có thể dẫn đến việc làm mát sớm của vật liệu nóng chảy trước khi nó lấp đầy hoàn toàn khoang hoặc tiếp xúc mật thiết với chất nền. Điều này có thể dẫn đến các bức ảnh ngắn, đường dòng và các khu vực liên kết yếu.
-
Quá nhanh: Tốc độ phun quá mức quá mức có thể gây ra "cầu thủ" (dòng chảy không được kiểm soát gây ra tua -bin), bẫy không khí (dẫn đến khoảng trống hoặc điểm yếu), hoặc thậm chí làm xói mòn bề mặt cơ chất, tất cả đều làm ảnh hưởng đến cường độ liên kết.
-
Có kiểm soát điền: Tốc độ phun tối ưu đảm bảo một dòng chảy mịn, cho phép vật liệu nóng chảy để lấp đầy khoang và làm ướt hoàn toàn bề mặt chất nền, thúc đẩy tiếp xúc tối đa và lồng vào nhau cơ học.
-
-
Áp suất tiêm (áp lực và áp lực giữ/đóng gói):
-
Lấp đầy áp lực: Đây là áp suất được sử dụng trong giai đoạn điền ban đầu. Áp lực đủ đảm bảo vật liệu đạt đến mọi phần của khoang, đặc biệt là các tính năng phức tạp được thiết kế để lồng vào nhau cơ học.
-
Giữ/áp lực đóng gói: Sau khi khuôn được lấp đầy, áp lực giữ được áp dụng trong một thời gian cụ thể. Áp lực này gói thêm vật liệu vào khoang để bù cho sự co rút vật liệu khi nó nguội đi. Điều này là cực kỳ quan trọng đối với sức mạnh trái phiếu. Nếu không có áp lực giữ đầy đủ, vật liệu quá mức có thể kéo ra khỏi chất nền, dẫn đến khoảng trống, dấu chìm và lỗi liên kết. Nó đảm bảo tiếp xúc thân mật được duy trì cho đến khi vật liệu củng cố.
-
3. Tốc độ làm mát: Kiểm soát làm mát để giảm thiểu sự co rút và căng thẳng
Tốc độ mà phần quá mức làm mát đáng kể ảnh hưởng đáng kể đến căng thẳng nội bộ và tính toàn vẹn của trái phiếu.
-
Làm mát thống nhất: Làm mát không đồng nhất có thể dẫn đến sự co rút khác biệt giữa các vật liệu quá mức và chất nền, tạo ra các ứng suất bên trong có thể gây ra sự biến dạng, nứt hoặc phân tách theo thời gian. Thiết kế khuôn thích hợp với các kênh làm mát được tối ưu hóa giúp đảm bảo tốc độ làm mát đều.
-
Thời gian làm mát: Đủ thời gian làm mát trong khuôn là cần thiết để cho phép vật liệu quá mức để củng cố hoàn toàn và phát triển đủ sức mạnh để chống lại lực tống máu mà không làm biến dạng hoặc tách khỏi chất nền. Kéo một phần quá sớm có thể làm hỏng liên kết non trẻ.
-
Giảm thiểu căng thẳng: Làm mát có kiểm soát giúp giảm thiểu ứng suất dư trong phần. Ứng suất dư cao, đặc biệt là tại giao diện vật liệu, là một nguyên nhân phổ biến của sự cố trái phiếu dài hạn.
Nắm vững các thông số quy trình này đòi hỏi phải điều khiển máy chính xác, thường thông qua các máy ép phun tinh vi có khả năng tinh chỉnh từng giai đoạn của chu kỳ. Giám sát và điều chỉnh liên tục dựa trên chất lượng bộ phận và tính toàn vẹn trái phiếu là rất cần thiết để vượt qua thành công.
Cân nhắc thiết kế cho các bộ phận quá bền
Một liên kết mạnh mẽ trong việc quá mức bắt đầu rất lâu trước khi vật liệu đi vào máy. Nó bắt đầu với sản phẩm thông minh và thiết kế khuôn. Thiết kế chu đáo giảm thiểu căng thẳng, đảm bảo lưu lượng vật liệu phù hợp và tích hợp các tính năng vốn đã tăng cường liên kết, dẫn đến các bộ phận quá mức và đáng tin cậy.
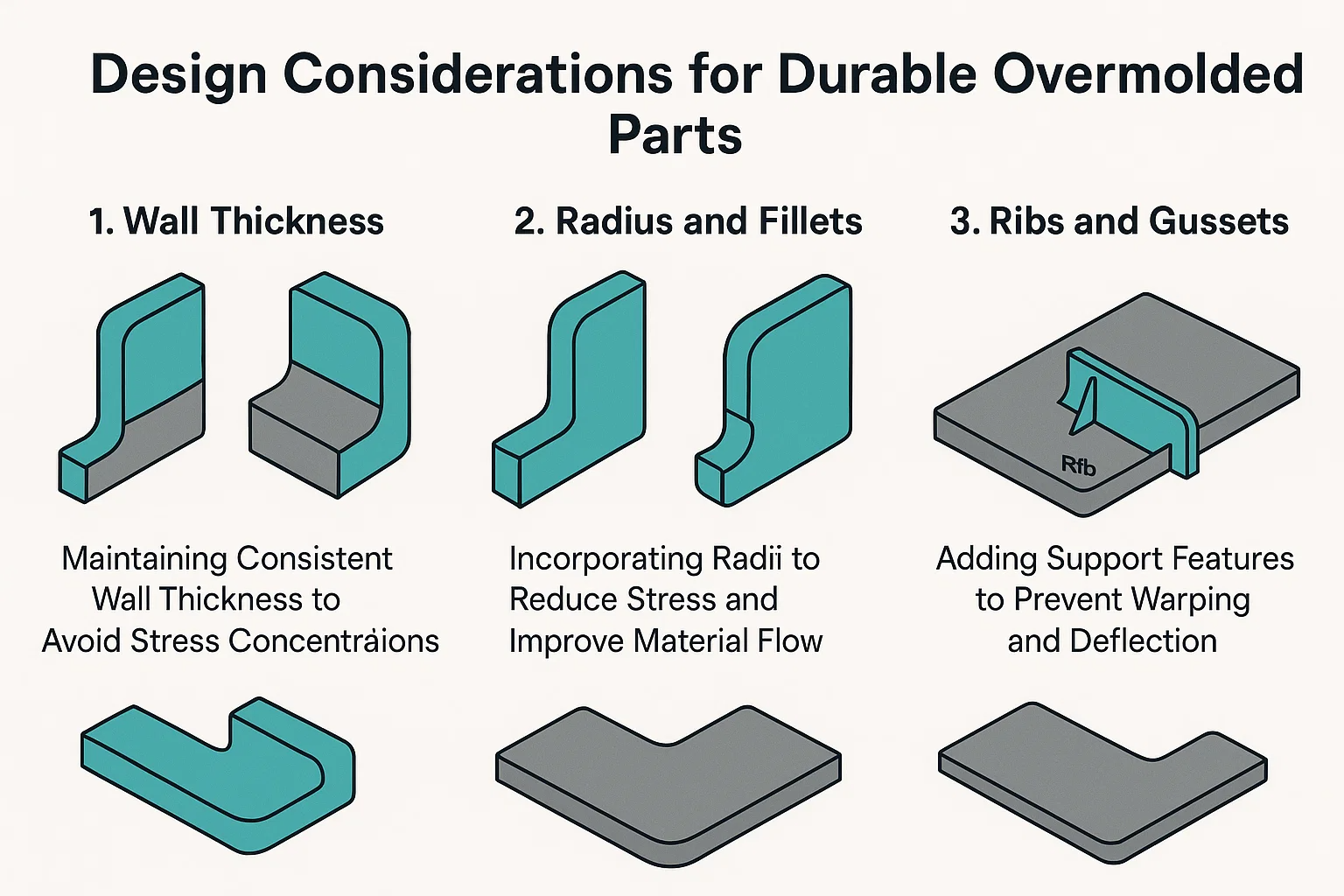
1. Độ dày thành: Duy trì độ dày thành nhất định để tránh nồng độ căng thẳng
Một trong những quy tắc cơ bản nhất trong thiết kế phần nhựa được áp dụng trực tiếp cho việc vượt qua: Duy trì độ dày tường nhất quán .
-
Vấn đề: Những thay đổi đột ngột về độ dày tường tạo ra các khu vực nơi vật liệu nguội đi và co lại ở các tốc độ khác nhau. Làm mát khác biệt này dẫn đến căng thẳng nội bộ trong các vật liệu quá mức và, quan trọng, tại giao diện với chất nền. Những căng thẳng này có thể biểu hiện như cong vênh, đánh dấu chìm, hoặc, một cách đáng sợ nhất đối với việc vượt qua, phân tách và thất bại trái phiếu theo thời gian.
-
Giải pháp: Thiết kế lớp quá mức với độ dày tường nhất có thể. Nếu các biến thể độ dày là không thể tránh khỏi do hình học một phần, hãy thực hiện các quá trình chuyển đổi dần dần (ví dụ: sử dụng các đầu dài, nhẹ nhàng thay vì các bước sắc nét). Điều này cho phép làm mát thậm chí nhiều hơn và giảm thiểu nồng độ ứng suất tại đường liên kết.
2. Bán kính và phi lê: Kết hợp bán kính để giảm căng thẳng và cải thiện lưu lượng vật liệu
Các góc sắc nét là bộ tập trung căng thẳng khét tiếng trong các bộ phận nhựa. Trong quá trình, họ gây ra mối đe dọa kép đối với tính toàn vẹn của trái phiếu.
-
Nồng độ căng thẳng: Các góc sắc nét bên trong (trong đó vật liệu quá mức đáp ứng chất nền) tạo ra các điểm ứng suất cục bộ, khiến liên kết dễ bị nứt hoặc bong tróc dưới tải hoặc thay đổi nhiệt độ. Các góc sắc nét bên ngoài cũng có thể là điểm yếu.
-
Dòng vật liệu kém: Nhựa nóng chảy thích chảy trơn tru. Các góc nhọn tạo ra sức đề kháng, có khả năng dẫn đến việc làm đầy, khoảng trống hoặc khu vực yếu hơn, nơi vật liệu đấu tranh để ướt hoàn toàn và gói gọn chất nền.
-
Giải pháp: Kết hợp hào phóng RADII (góc ngoài tròn) Và philê (góc bên trong tròn) Tại tất cả các chuyển đổi và giao điểm trong thiết kế quá mức và trên đế nơi quá mức sẽ liên hệ với nó.
-
Những lợi ích: Bán kính và phi lê cho phép dòng vật liệu mượt mà hơn, giảm nồng độ căng thẳng, cải thiện sức mạnh một phần và tăng cường khả năng chuyển nhượng, tất cả đều góp phần vào một liên kết mạnh mẽ hơn. Mục tiêu cho bán kính ít nhất 0,5 đến 1,0 lần độ dày thành.
-
3. Ribs và Gussets: Thêm các tính năng hỗ trợ để ngăn chặn sự cong vênh và làm chệch hướng
Mặc dù chủ yếu được biết đến để thêm độ cứng và cường độ vào các bộ phận nhựa, các xương sườn được thiết kế đúng và có thể gián tiếp hỗ trợ tính toàn vẹn của liên kết trong việc quá mức bằng cách ngăn chặn biến dạng của bộ phận.
-
Ngăn chặn Warpage: Các khu vực lớn, bằng phẳng của vật liệu quá mức dễ bị cong vênh khi chúng nguội. Nếu quá mức thoát ra khỏi chất nền, trái phiếu chắc chắn sẽ thất bại. Ribs là mỏng, các bức tường hỗ trợ được thêm vào phía không phải của bộ phận. Chúng tăng độ cứng mà không cần thêm khối lượng đáng kể hoặc đòi hỏi độ dày thành quá mức.
-
Giảm độ lệch: Gussets là các cấu trúc hỗ trợ hình tam giác thường được đặt ở ngã ba của một bức tường và một ông chủ, hoặc ở chân của một xương sườn. Chúng ngăn chặn sự lệch hướng và củng cố các góc.
-
Bảo vệ trái phiếu gián tiếp: Bằng cách duy trì hình dạng tổng thể và sự ổn định kích thước của phần quá mức, xương sườn và gussets đảm bảo rằng chất nền và vật liệu quá mức vẫn còn trong cấu hình dự định của chúng, ngăn ngừa các ứng suất có thể kéo chúng ra. Chúng giúp duy trì tính toàn vẹn của các cơ chế liên kết chính (cơ học hoặc hóa học).
Mẹo thiết kế: Khi thiết kế xương sườn cho các bộ phận quá mức, đảm bảo độ dày của chúng là một tỷ lệ phần trăm (thường là 40-60%) độ dày tường danh nghĩa để tránh các dấu chìm ở phía mỹ phẩm. Ngoài ra, đảm bảo họ có các góc dự thảo thích hợp để phóng khuôn dễ dàng.
Nghiên cứu trường hợp: Các ứng dụng quá mức thành công
Xem cách áp dụng các nguyên tắc quá mức trong các sản phẩm trong thế giới thực là cách tốt nhất để hiểu sức mạnh và tính linh hoạt của nó trong việc đạt được trái phiếu mạnh mẽ. Từ việc nâng cao trải nghiệm người dùng đến đảm bảo chức năng quan trọng, quá mức là một yếu tố chính trong các ngành công nghiệp khác nhau.
1. Thiết bị y tế: Các ví dụ về quá mức trong các ứng dụng y tế
Ngành công nghiệp thiết bị y tế đòi hỏi độ chính xác cao, khả năng tương thích sinh học và thường là khả năng chống triệt sản. Quá mức là rất quan trọng để tạo ra các sản phẩm y tế an toàn, thoải mái và có chức năng cao.
-
Dụng cụ và tay cầm tay phẫu thuật: Nhiều dụng cụ phẫu thuật, từ dao mổ đến các công cụ nội soi, có tính năng nắm giữ quá mức.
-
Thành công liên kết: Một loại nhựa cứng (như Peek hoặc ABS) tạo thành lõi cấu trúc, trong khi một lớp mềm, thường là cấp độ y tế TPE (chất đàn hồi nhiệt dẻo) được vượt qua trên khu vực nắm. Trái phiếu đảm bảo độ bám không trượt trong các quy trình quan trọng, tăng cường kiểm soát bác sĩ phẫu thuật và an toàn cho bệnh nhân.
-
Kỹ thuật được sử dụng: Lồng vào nhau cơ học (ví dụ: các tính năng có kết cấu nhỏ hoặc cắt xén trên tay cầm cứng) thường được kết hợp với TPES cấp độ y tế tương thích về mặt hóa học đặc biệt được xây dựng cho độ bám dính mạnh mẽ với chất nền. Việc lựa chọn TPE đảm bảo khả năng tương thích sinh học và khả năng chống lại các chu kỳ khử trùng.
-
-
Hệ thống phân phối chất lỏng (ví dụ: bộ nhỏ giọt IV, ống thông): Quá mức được sử dụng để tạo các kết nối an toàn và ngăn ngừa rò rỉ trong các con đường chất lỏng.
-
Thành công liên kết: Một đầu nối cứng (ví dụ: PC hoặc ABS) có thể được sử dụng quá mức với TPE hoặc silicon tương thích sinh học linh hoạt để tạo ra một con dấu chống rò rỉ hoặc giao diện thân thiện với bệnh nhân. Điều này giúp loại bỏ sự cần thiết của chất kết dính và giảm các bước lắp ráp.
-
Kỹ thuật được sử dụng: Liên kết hóa học là tối quan trọng ở đây để đảm bảo một con dấu ẩn. Các loại silicon hoặc TPE chuyên dụng được chọn cho các đặc tính bám dính nội tại của chúng vào nhựa y tế, thường được kết hợp với Kích hoạt bề mặt (ví dụ: xử lý huyết tương) trên chất nền cứng cho phản ứng tổng hợp phân tử tối ưu.
-
2. Các thành phần ô tô: Giải pháp quá mức trong ngành công nghiệp ô tô
Khu vực ô tô tận dụng quá mức cho cả cải thiện chức năng và thẩm mỹ, nhằm mục đích độ bền, giảm tiếng ồn và cảm giác cao cấp.
-
Trang trí nội thất và các nút: Nội thất ô tô thường xuyên sử dụng quá mức cho các tính năng như các nút bảng điều khiển, núm shifter và tay cầm tay nắm cửa.
-
Thành công liên kết: Chất nền ABS hoặc PC cứng tạo tạo thành cơ sở, được kết hợp với một TPE cảm ứng mềm. Điều này cung cấp một cảm giác xúc giác, thoải mái và cải tiến công thái học, trong khi trái phiếu ngăn lớp cảm ứng mềm, ngay cả sau nhiều năm sử dụng và tiếp xúc với các thái cực.
-
Kỹ thuật được sử dụng: Tập trung vào Khả năng tương thích vật chất giữa TPE và nhựa cứng chọn được chọn (ví dụ: các loại TPE cụ thể cho ABS/PC). Lồng vào nhau cơ học thông qua các kết cấu hoặc tính năng tinh tế trên cơ chất tiếp tục củng cố liên kết với các lực cắt.
-
-
Gạc và hải cẩu: Việc sử dụng quá mức ngày càng được sử dụng để tạo ra các con dấu tích hợp trực tiếp lên vỏ nhựa hoặc các thành phần.
-
Thành công liên kết: Thay vì một vòng chữ O hoặc miếng đệm riêng biệt cần được lắp ráp, một vật liệu linh hoạt (như TPE hoặc cao su chuyên dụng) được đặt trực tiếp lên vỏ nhựa cứng (ví dụ: nắp động cơ, vỏ cảm biến). Điều này tạo ra một con dấu hiệu quả và đáng tin cậy cao, rất quan trọng để ngăn chặn chất lỏng xâm nhập hoặc bụi.
-
Kỹ thuật được sử dụng: Chủ yếu dựa vào Liên kết hóa học Và Thiết kế khuôn chính xác . Các vật liệu quá mức được chọn cho các đặc tính niêm phong của nó và khả năng tuân thủ hóa học của nó với thành phần cứng nhắc, thường là cẩn thận Quy trình kiểm soát tham số (ví dụ: áp lực tiêm) để đảm bảo lấp đầy hoàn toàn và tiếp xúc thân mật cho một con dấu liên tục.
-
3. Điện tử tiêu dùng: Ứng dụng trong thiết bị và vỏ điện tử
Điện tử tiêu dùng được hưởng lợi từ việc vượt qua độ bền cải thiện, khả năng chống nước và sự thoải mái của người dùng.
-
Thiết bị đeo (ví dụ: smartwatch, máy theo dõi thể dục): Các ban nhạc và đôi khi thậm chí các phần của vỏ thiết bị bị quá tải.
-
Thành công liên kết: Một khung bên trong hoặc mô-đun cảm biến cứng nhắc (thường là PC hoặc kim loại) được sử dụng quá mức bằng silicon hoặc TPE linh hoạt để tạo ra một dây đeo thoải mái, thân thiện với da hoặc vỏ chống nước. Liên kết phải chịu được uốn cong, đổ mồ hôi và hao mòn hàng ngày.
-
Kỹ thuật được sử dụng: Sử dụng quan trọng của lồng vào nhau cơ học (ví dụ: các lỗ, xương sườn hoặc các điểm neo được thiết kế đặc biệt trên phần chèn cứng) kết hợp với Liên kết hóa học thông qua các loại TPE hoặc LSR (cao su silicon lỏng) được thiết kế để tuân thủ nhựa hoặc kim loại. Chuẩn bị bề mặt (ví dụ: xử lý huyết tương trên chèn kim loại) là phổ biến.
-
-
Tay cầm công cụ điện và kẹp: Tương tự như các công cụ y tế, các công cụ năng lượng sử dụng kẹp quá mức để làm giảm độ công thái học và độ ẩm tốt hơn.
-
Thành công liên kết: Một thân nhựa bền, chống va đập (ví dụ: PA, ABS) được sử dụng quá mức với TPE hoặc cao su mềm hơn. Trái phiếu cung cấp độ bám an toàn, thoải mái giúp giảm mệt mỏi người dùng và ngăn ngừa trượt, ngay cả trong điều kiện ẩm ướt hoặc dầu.
-
Kỹ thuật được sử dụng: Một sự kết hợp của lồng vào nhau cơ học (ví dụ: kết cấu hung hăng, cắt xén trên tay cầm cứng) và Tối ưu hóa các tham số quy trình Để đảm bảo vật liệu quá mức đóng gói đầy đủ các tính năng cầm nắm. Lựa chọn vật liệu tập trung vào TPE với haptics tốt và độ bám dính mạnh mẽ với nhựa kỹ thuật đã chọn.
-

