
Giới thiệu
Trong ép phun nhựa, độ hoàn thiện bề mặt của một bộ phận không chỉ là sự lựa chọn mang tính thẩm mỹ. Nó ảnh hưởng trực tiếp đến cảm giác của sản phẩm khi cầm trên tay người tiêu dùng, cách ánh sáng phản chiếu trên các đường viền của sản phẩm và quan trọng hơn là mức độ sạch của bộ phận đẩy ra khỏi khoang khuôn trong quá trình sản xuất. Chọn sai loại hoàn thiện có thể dẫn đến các vết xước nhỏ, vết lõm thẩm mỹ hoặc các bộ phận bị kẹt trong dụng cụ, làm tăng đáng kể tỷ lệ phế liệu.
Để tiêu chuẩn hóa các lớp hoàn thiện này trong chuỗi cung ứng, Hiệp hội Công nghiệp Nhựa (nay được gọi đơn giản là NHỰA) đã thiết lập hệ thống phân loại lớp hoàn thiện bề mặt SPI. Mặc dù hiệp hội đã cập nhật tên của mình nhưng các nhà sản xuất công cụ và kỹ sư sản xuất toàn cầu vẫn thường gọi chúng là “Tiêu chuẩn SPI”.
Hiểu được các sắc thái của các tiêu chuẩn này—và cách các polyme khác nhau tương tác với chúng—là chìa khóa để cân bằng mục đích thẩm mỹ với thực tế sản xuất.

4 cách phân loại hoàn thiện SPI chính
Tiêu chuẩn SPI phân loại lớp hoàn thiện thành bốn loại chữ cái riêng biệt (A, B, C và D), được xác định bởi vật liệu và phương pháp được sử dụng để đánh bóng thép khuôn. Trong mỗi cấp độ, các số từ 1 đến 3 biểu thị mức độ xử lý và kết quả là độ nhám bề mặt trung bình (Ra).
Loại A: Lớp hoàn thiện bóng/sáng bóng (Sơn bóng kim cương)
Lớp hoàn thiện loại A đại diện cho đỉnh cao của độ rõ quang học và tính thẩm mỹ có độ bóng cao. Những lớp hoàn thiện này đạt được bằng cách đánh bóng thủ công một cách tỉ mỉ khoang khuôn bằng cách sử dụng các loại bột nhão đánh bóng bột kim cương mịn hơn.
- SPI A-1: Tiêu chuẩn cao nhất, sử dụng bột đánh bóng kim cương cấp 3 để đạt được độ nhám bề mặt siêu mịn khoảng 0,012 đến 0,025 micromet Ra. Nó mang lại một bề mặt giống như gương, có độ phản chiếu cao.
- SPI A-2: Sử dụng keo dán kim cương cấp 6, mang lại giá trị Ra cao hơn một chút (0,025 đến 0,05 micromet) nhưng vẫn duy trì độ bóng cao cấp.
- SPI A-3: Được đánh bóng bằng bột kim cương Cấp 15, mang lại vẻ ngoài sắc nét, bóng bẩy nhưng cho phép độ nhám dễ chịu hơn một chút (0,05 đến 0,10 micromet Ra).
Thông tin chi tiết về sản xuất:
Để đạt được độ hoàn thiện loại A thực sự cần có thép khuôn chất lượng cao, độ cứng cao như NAK80 hoặc S136. Thép công cụ tiêu chuẩn có chứa tạp chất vi mô hoặc độ xốp; khi được đánh bóng ở mức A-1, những tạp chất này sẽ “xé ra”, để lại những vết rỗ cực nhỏ làm hỏng lớp sơn hoàn thiện.
Hơn nữa, các bề mặt Loại A hoạt động như một kính lúp để phát hiện các khuyết tật của bộ phận bên trong—bất kỳ sự co rút thể tích nhẹ nào (vết chìm) phía sau gân hoặc phần lồi sẽ được nhìn thấy ngay lập tức dưới sự phản chiếu ánh sáng.
- Ứng dụng phổ biến: Thấu kính quang học, ống dẫn ánh sáng trong suốt, tấm chắn mặt, gương và vỏ thiết bị điện tử tiêu dùng cao cấp đòi hỏi phải có vẻ ngoài trong suốt như pha lê hoặc màu đen piano cao cấp.
Loại B: Lớp hoàn thiện bán bóng (Giấy nhám)
Lớp hoàn thiện loại B được thiết kế cho các bộ phận yêu cầu vẻ ngoài gọn gàng, chuyên nghiệp mà không tốn kém hoặc dễ vỡ như lớp hoàn thiện gương. Những bề mặt này đạt được bằng cách sử dụng giấy nhám mịn được áp dụng theo chuyển động tuyến tính, chồng chéo.
- SPI B-1: Được hoàn thiện bằng giấy 600 grit, tạo ra bề mặt bán bóng đặc biệt sạch sẽ với độ nhám điển hình từ 0,05 đến 0,10 micromet Ra.
- SPI B-2: Được đánh bóng bằng giấy 400 grit, mang lại vẻ ngoài có độ bóng vừa phải (0,10 đến 0,15 micromet Ra).
- SPI B-3: Được đánh bóng bằng giấy 320 grit, tạo ra lớp satin mềm mại với các vết xước nhỏ đồng đều, có thể nhìn thấy được (0,28 đến 0,35 micromet Ra).
Thông tin chi tiết về sản xuất:
Bởi vì việc đánh bóng bằng giấy nhám tạo ra một mẫu vết xước tuyến tính, có hướng cho khuôn, nên người chế tạo dụng cụ phải căn chỉnh các nét đánh bóng theo hướng mở của khuôn (đường đẩy). Nếu các đường nhám chạy vuông góc với hướng kéo, nhựa đúc sẽ bám vào các rãnh siêu nhỏ, dẫn đến vết trầy xước và khó phóng ra nghiêm trọng trong quá trình sản xuất.
- Ứng dụng phổ biến: Vỏ thiết bị tiêu dùng, tấm trang trí nội thất ô tô, vỏ điện tử cầm tay và thiết bị văn phòng thương mại.

Loại C: Lớp hoàn thiện mờ (Sơn bóng đá)
Lớp hoàn thiện loại C được đặc trưng bởi vẻ ngoài mờ mềm mại, xỉn màu, không phản chiếu. Các nhà chế tạo công cụ đạt được kết cấu này bằng cách sử dụng đá dầu định hình (đá sạn) để làm phẳng thép khuôn một cách mạnh mẽ.
- SPI C-1: Đạt được bằng cách sử dụng đá đánh bóng hạt mịn 600, tạo ra bề mặt mờ mịn (0,35 đến 0,40 micromet Ra).
- SPI C-2: Được hoàn thiện bằng đá 400 grit, tạo ra kết cấu mờ khác biệt (0,45 đến 0,55 micromet Ra).
- SPI C-3: Được hoàn thiện bằng đá 320 grit thô hơn, loại bỏ tất cả các vết dụng cụ để để lại vẻ ngoài nhám hơn, phẳng hoàn toàn (0,63 đến 0,85 micromet Ra).
Thông tin chi tiết về sản xuất:
Trong các ứng dụng công nghiệp, Loại C hiếm khi được chọn chỉ để “trang trí” một bộ phận. Thay vào đó, nó là giải pháp hoàn thiện “hiệu quả về chi phí” của ngành. Mục đích chính của việc đánh bóng đá là xóa bỏ nhanh chóng và tiết kiệm các vết gia công thô (vỏ và rãnh) do dao phay CNC hoặc điện cực EDM để lại. Đây là lớp hoàn thiện mặc định cho các bộ phận mà người dùng cuối sẽ không bao giờ nhìn thấy.
- Ứng dụng phổ biến: Các sườn kết cấu bên trong, giá đỡ điện tử, linh kiện kết cấu ô tô, thùng nhiên liệu và phần cứng công nghiệp được giấu kín.
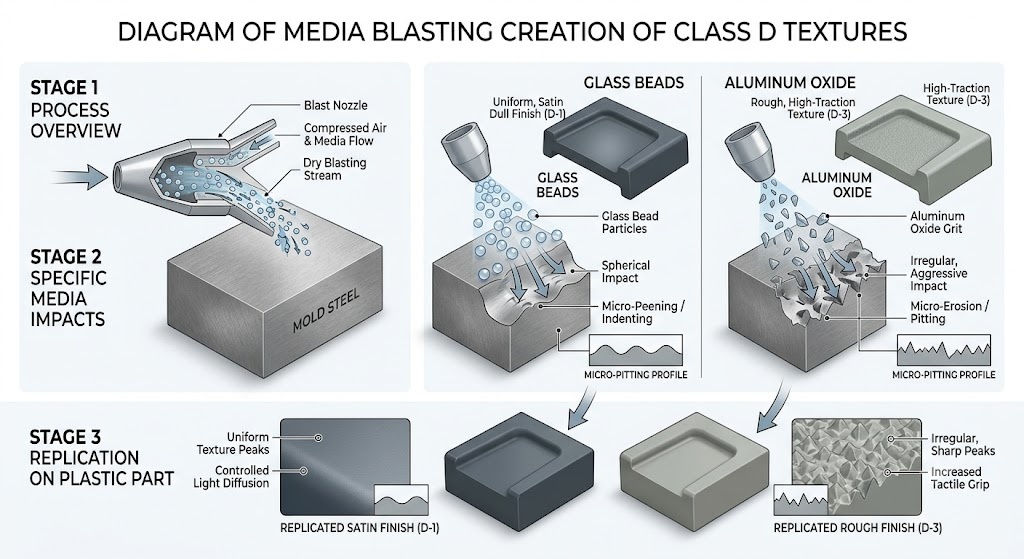
Loại D: Kết cấu hoàn thiện (Nổ/phun cát)
Lớp hoàn thiện loại D mang lại cảm giác thô ráp, có kết cấu nặng nề hoặc sa tanh. Đây là một quá trình tạo kết cấu “phá hủy” trong đó khoang khuôn phải chịu sự phun vật liệu khô dưới áp suất cao.
- SPI D-1: Được tạo ra bằng cách phun hạt thủy tinh mịn vào thép khuôn, tạo ra bề mặt xỉn màu giống như sa-tanh đồng nhất (0,80 đến 1,10 micromet Ra).
- SPI D-2: Được phun bằng vật liệu nổ hoặc cát loại trung bình, tạo ra kết cấu cứng hơn, không trơn trượt (1,10 đến 1,60 micromet Ra).
- SPI D-3: Được phun bằng oxit nhôm thô hoặc hạt cát nặng, mang lại bề mặt hoàn thiện phẳng, thô, có độ tiếp xúc cao (2,30 đến 3,20 micromet Ra).
Thông tin chi tiết về sản xuất:
Lớp hoàn thiện loại D có khả năng che giấu các khuyết tật bề mặt như đường hàn hoặc vết chìm nhỏ. Tuy nhiên, các kỹ sư phải lập kế hoạch cho “sự suy thoái kết cấu”. Trong một thời gian dài sản xuất (ví dụ: hàng trăm nghìn chu kỳ), nhựa kỹ thuật có tính mài mòn như nylon chứa đầy thủy tinh sẽ từ từ ăn mòn và “đánh bóng” các đỉnh nhọn của khoang khuôn được thổi. Kết quả là, kết cấu D-1 có thể dần dần biến thành kết cấu bán mờ theo thời gian, đòi hỏi khuôn phải được rút khỏi quá trình sản xuất và thổi lại để khôi phục thông số kỹ thuật ban đầu.
- Ứng dụng phổ biến: Tay cầm dụng cụ hạng nặng, vô lăng bằng nhựa, vỏ hành lý có họa tiết, tay nắm thiết bị điện tử tiêu dùng và vỏ công nghiệp được thiết kế để che giấu dấu vân tay và vết trầy xước.
Biểu đồ so sánh độ hoàn thiện bề mặt SPI
| Lớp SPI | Phương pháp hoàn thiện / Phương tiện | Độ nhám trung bình điển hình (Ra - Micromet) | Độ nhám trung bình điển hình (Ra - Microinches) | Hình thức trực quan & Mức độ bóng | Hệ số chi phí dụng cụ tương đối |
|---|---|---|---|---|---|
| A-1 | Buff kim cương cấp 3 | 0,012 đến 0,025 | 0,5 đến 1,0 | Đánh bóng gương cao, phản chiếu cao | 2,5x đến 3,0x |
| A-2 | Buff kim cương cấp 6 | 0,025 đến 0,05 | 1,0 đến 2,0 | Gương đánh bóng, phản xạ tốt | 2,0x đến 2,5x |
| A-3 | Buff kim cương cấp 15 | 0,05 đến 0,10 | 2,0 đến 4,0 | Độ bóng cao, phản chiếu mềm mại | 1,5x đến 2,0x |
| B-1 | Giấy nhám 600 | 0,05 đến 0,10 | 2,0 đến 4,0 | Bán bóng, ánh sáng tuyến tính mịn | 1,3 lần |
| B-2 | Giấy 400 Grit | 0,10 đến 0,15 | 4,0 đến 6,0 | Độ bóng trung bình | 1,2 lần |
| B-3 | Giấy nhám 320 | 0,28 đến 0,35 | 11,0 đến 14,0 | Satin mềm mại, ánh sáng nhẹ | 1,1 lần |
| C-1 | Đá Grit 600 | 0,35 đến 0,40 | 14,0 đến 16,0 | Mờ mịn, không phản chiếu | 1,0x (Đường cơ sở) |
| C-2 | Đá Grit 400 | 0,45 đến 0,55 | 18,0 đến 22,0 | Mờ trung bình, hoàn thiện phẳng | 0,9 lần |
| C-3 | Đá Grit 320 | 0,63 đến 0,85 | 25,0 đến 34,0 | Thô mờ, xóa dấu công cụ | 0,8 lần |
| D-1 | Vụ nổ hạt thủy tinh khô | 0,80 đến 1,10 | 32,0 đến 44,0 | Satin xỉn màu, kết cấu ngọc trai mịn | 1,2 lần |
| D-2 | Vụ nổ cát mịn | 1,10 đến 1,60 | 44,0 đến 64,0 | Kết cấu xỉn màu, hoàn toàn phẳng | 1,3 lần |
| D-3 | Vụ nổ cát / oxit thô | 2,30 đến 3,20 | 90,0 đến 130,0 | Kết cấu tay cầm rất thô, xúc giác | 1,4 lần |
Các yếu tố chính khi chọn lớp hoàn thiện bề mặt SPI
Việc lựa chọn lớp hoàn thiện bề mặt đòi hỏi sự cân bằng có tính toán giữa các đặc tính vật liệu, hình học và ngân sách. Dưới đây là các yếu tố cốt lõi sẽ hướng dẫn Quyết định Sản xuất (DFM) của bạn.
Lựa chọn vật liệu: Polyme tinh thể và vô định hình
Cấu trúc phân tử của nhựa dẻo quyết định trực tiếp mức độ tái tạo lớp hoàn thiện của khuôn.
- Polyme vô định hình (ví dụ: Polycarbonate, ABS, Acrylic/PMMA) có bố cục phân tử ngẫu nhiên chảy hoàn hảo trên thép được đánh bóng. Họ vượt trội trong việc đạt được lớp hoàn thiện kim cương Loại A để có độ trong suốt tuyệt đối hoặc độ bóng cao.
- Polyme tinh thể (ví dụ: Nylon/PA, Polypropylene, Polyethylene) trải qua quá trình kết tinh có cấu trúc khi chúng nguội, gây ra độ co ngót cao hơn. Hơn nữa, nếu bạn thêm sợi thủy tinh (GF) vào các vật liệu này để tăng độ bền, các sợi này có xu hướng nổi lên bề mặt. Việc chỉ định lớp hoàn thiện Loại A trên 30% Nylon chứa đầy thủy tinh là một sự lãng phí vốn—bề mặt vốn dĩ sẽ trông có sọc và lốm đốm. Những vật liệu này hoạt động tốt hơn nhiều khi hoàn thiện Loại C hoặc Loại D.
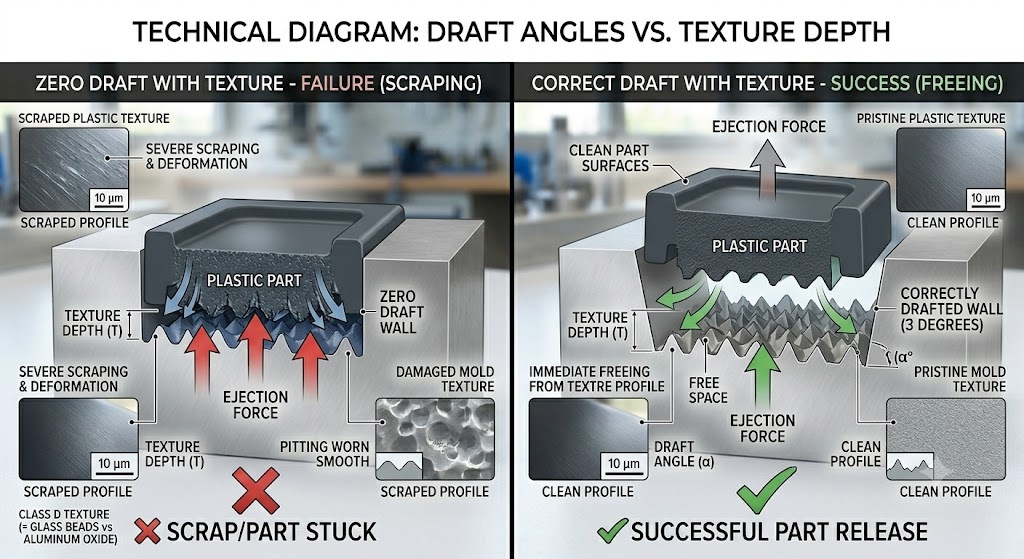
Hình phạt góc dự thảo
Kết cấu bề mặt tạo ra các đỉnh và thung lũng cực nhỏ. Khi khuôn mở ra, phần nhựa phải được kéo ra sạch sẽ. Nếu các thành thẳng đứng của bộ phận không có đủ lực kéo (côn), kết cấu thép sẽ cạo, rách hoặc đánh dấu nhựa làm mát trong quá trình phóng.
- Quy tắc vàng của ngành: Đối với lớp hoàn thiện nhẵn tiêu chuẩn (Loại A và B), góc nghiêng tối thiểu từ 0,5 đến 1,0 độ mỗi bên là có thể chấp nhận được.
- Quy tắc kết cấu của ngón tay cái: Đối với lớp hoàn thiện phun cát Loại D, bạn phải thêm khoảng 1 độ góc nháp cho mỗi 0,025 mm (tương đương 1 mil hoặc 0,001 inch) độ sâu kết cấu. Không tính đến điều này sẽ dẫn đến các vết kéo nghiêm trọng và biến dạng bộ phận.
Chi phí dụng cụ & thời gian thực hiện
Như được hiển thị trong biểu đồ so sánh, lớp hoàn thiện Loại A làm tăng đáng kể chi phí sản xuất khuôn. Việc đánh bóng bằng tay một công cụ để đạt độ hoàn thiện A-1 có thể kéo dài thêm vài ngày hoặc thậm chí vài tuần vào thời gian thực hiện công cụ vì nó phải được thực hiện từng bước (ví dụ: bạn không thể chuyển thẳng từ đá 320 grit sang dán kim cương mà không làm hỏng ma trận thép). Đá hoàn thiện loại C cho đến nay là loại đá được sản xuất nhanh nhất và rẻ nhất.
Chức năng một phần
Hãy xem xét môi trường sử dụng cuối cùng. Lớp hoàn thiện có độ bóng cao Loại A là nam châm chống trầy xước khét tiếng và hiển thị dấu vân tay nhờn ngay lập tức. Nếu sản phẩm được sử dụng hàng ngày (như bộ điều khiển hoặc báng cầm điện tử), kết cấu sa tanh Loại D mang lại ma sát xúc giác đồng thời che giấu thành công tình trạng hao mòn trong suốt tuổi thọ của sản phẩm.
Cách chỉ định lớp hoàn thiện SPI trên bản vẽ kỹ thuật
Giao tiếp rõ ràng giúp tránh việc phải làm lại công cụ tốn kém. Khi chuẩn bị bản thiết kế sản xuất hoặc bản vẽ kỹ thuật 2D, hãy áp dụng các phương pháp hay nhất trong ngành sau:
- Tránh chú thích chung: Không bao giờ viết “Đánh bóng bề mặt bên ngoài” trong ghi chú bản vẽ. Điều này để lại định nghĩa hoàn toàn tùy thuộc vào việc giải thích. Thay vào đó, hãy sử dụng chú thích rõ ràng như:
HOÀN THIỆN BỀ MẶT ĐỂ LÀ SPI A-2 TRÊN MẶT MỸ PHẨM CÓ THỂ NHÌN THẤY. - Sử dụng các đường viền ranh giới kết cấu: Nếu một bộ phận đúc đơn có nhiều lớp hoàn thiện (ví dụ: dải tạo điểm nhấn bóng Loại A trên vỏ có kết cấu Loại D), hãy vẽ một đường ranh giới nét đứt, rõ ràng trên bản in 2D của bạn để hiển thị các vùng chuyển tiếp chính xác.
- Tiêu chuẩn toàn cầu tham chiếu chéo: Nếu bạn đang làm việc với chuỗi cung ứng toàn cầu, đối tác sản xuất của bạn có thể quen thuộc hơn với VDI 3400 của Châu Âu (dựa trên thang đo xói mòn do tia lửa) hoặc các danh mục kết cấu độc quyền như Mold-Tech. Lưu ý các giá trị tương đương nếu có (ví dụ: SPI C-1 gần như căn chỉnh với VDI 18 đến 21).
- Yêu cầu mảng kết cấu vật lý: Trước khi ủy quyền cho một nhà chế tạo công cụ tạo kết cấu cho một khoang khuôn trị giá hàng nghìn đô la, hãy yêu cầu một con chip mẫu vật lý được đúc trong khuôn của bạn chính xác vật liệu nhựa được lựa chọn. Các kết cấu trông rất khác nhau trên Polypropylen tự nhiên so với trên Polycarbonate đen.
Phần kết luận
Nắm vững các tiêu chuẩn hoàn thiện bề mặt SPI sẽ thu hẹp khoảng cách giữa các khái niệm thiết kế công nghiệp và hiệu suất sản xuất trong thế giới thực. Bằng cách hiểu rằng lớp hoàn thiện Loại A yêu cầu thép công cụ cao cấp và thiết kế bộ phận hoàn hảo hoặc kết cấu Loại D yêu cầu góc phác rộng, bạn có thể tránh tắc nghẽn trong sản xuất, giảm tỷ lệ loại bỏ bộ phận và kiểm soát ngân sách dụng cụ của mình.
Luôn tham khảo ý kiến của đối tác ép phun của bạn trong giai đoạn DFM ban đầu để điều chỉnh lựa chọn vật liệu, dự thảo hình học và tiêu chuẩn SPI mong muốn trước khi cắt thép.

