
Trong quá trình ép phun công nghiệp hiện đại—đặc biệt là trong các chuỗi cung ứng ô tô, hàng không vũ trụ và thiết bị y tế có nhu cầu cao ở Bắc Mỹ—động lực hướng tới kết cấu nhẹ và tích hợp thành phần đã tạo ra sự phụ thuộc chưa từng có vào các cấu hình thành mỏng và ma trận polyme gia cố bằng sợi phức tạp. Mặc dù những tiến bộ này mang lại hiệu quả đáng kể về vật liệu và khối lượng, nhưng chúng làm tăng đáng kể nguy cơ hỏng hóc cơ học cục bộ và loại bỏ mỹ phẩm xuất phát từ dây chuyền dệt kim và dây hàn. Khác xa với những nhược điểm bề mặt đơn giản, các giao diện cấu trúc này thể hiện sự gián đoạn sâu sắc trong ma trận đúc nơi các chuỗi polymer không thể khuếch tán đầy đủ. Để bảo vệ lợi nhuận chặt chẽ của OEM và duy trì các tiêu chuẩn an toàn cơ học nghiêm ngặt, các nhà sản xuất không còn có thể coi việc khắc phục lỗi trên dây chuyền dệt kim như một loạt các điều chỉnh thử và sai khi ép. Thay vào đó, các nhóm kỹ thuật phải áp dụng phương pháp dựa trên dữ liệu để liên kết liền mạch việc kiểm tra định lượng tại xưởng với mô phỏng dự đoán nâng cao và bố trí công cụ được tối ưu hóa.
Phát hiện và kiểm tra các đường đan: Chuyển từ số liệu trực quan sang số liệu định lượng
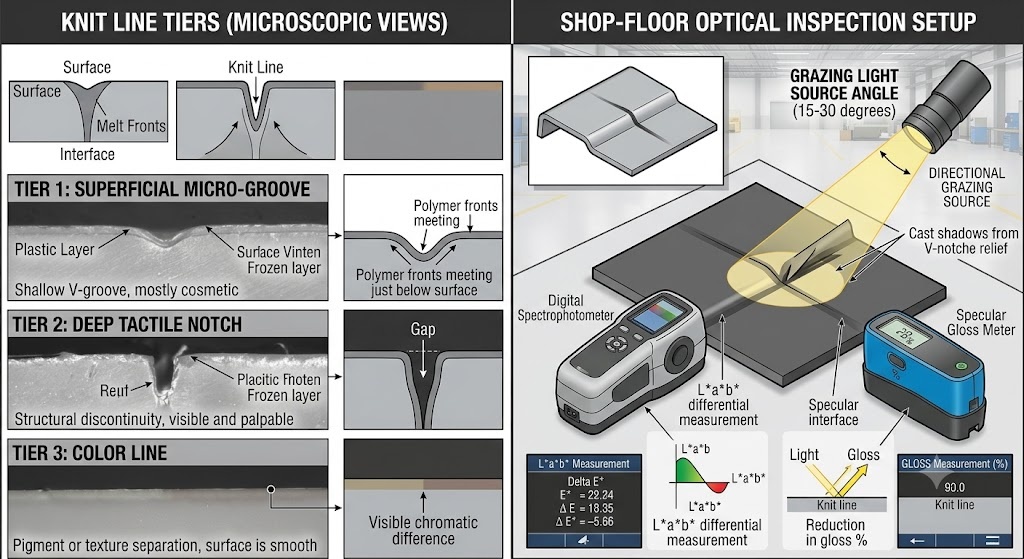
Để thiết lập một khung kiểm soát chất lượng mạnh mẽ, các hoạt động đúc khuôn phải loại bỏ các đánh giá trực quan chủ quan và thay thế chúng bằng các số liệu chính xác, có thể định lượng được. Tại xưởng sản xuất, phương pháp kiểm tra trực quan truyền thống thường phân loại các vấn đề về dây chuyền dệt kim thông qua các mô tả định tính mơ hồ. Kiểm soát quá trình thực sự đòi hỏi phải chuyển đổi những quan sát định tính này thành các biến số có thể lặp lại. Hình thái bề mặt phải được phân loại thành các tầng vật lý riêng biệt: các rãnh vi mô bề mặt, các rãnh xúc giác sâu và sự đổi màu cục bộ khác biệt. Sử dụng các kỹ thuật hình ảnh chuyên dụng, chẳng hạn như ánh sáng chiếu góc thấp và hình ảnh chiếu có độ tương phản cao, các kỹ sư chất lượng có thể lập bản đồ độ lệch bề mặt. Đối với các thành phần mỹ phẩm, máy đo quang phổ phải được sử dụng để ghi lại sự thay đổi màu sắc trên giao diện bằng cách sử dụng không gian màu CIELAB được tiêu chuẩn hóa, thiết lập giới hạn ngưỡng trên, chẳng hạn như Delta E_ab nhỏ hơn hoặc bằng 0,5. Đồng thời, cần có máy đo độ bóng tiếp xúc để định lượng mức giảm độ bóng cục bộ, đảm bảo vùng hàn khớp với kết cấu danh nghĩa trong một giá trị dung sai được chỉ định.
Đối với các bộ phận kỹ thuật chịu tải hoặc quan trọng về chất lỏng, các phép đo bề mặt không phá hủy chỉ chiếm một nửa quy trình xác nhận. Tính toàn vẹn cơ học phải được xác nhận thông qua các chế độ thử nghiệm phá hủy được tiêu chuẩn hóa nghiêm ngặt. Các quy trình kỹ thuật phải yêu cầu các thanh kiểm tra độ bền kéo (tuân theo ASTM D638 hoặc ISO 527) phải được lấy trực tiếp từ các bộ phận sản xuất, với đường đan được định vị chính xác ở tâm của chiều dài thước đo. Sau đó, hiệu suất cơ học của các mẫu này được so sánh với các mẫu cơ sở giống hệt nhau được đúc mà không có giao diện để tính Hệ số duy trì cường độ đường hàn (WRF), được biểu thị bằng phương trình văn bản đơn giản sau:
Mặc dù nhà ở tiêu dùng mang tính thẩm mỹ có thể chịu được sự sụt giảm đáng kể về độ bền với điều kiện sự khác biệt về màu sắc là không đáng kể, nhưng các bộ phận quan trọng bên trong ô tô hoặc ống dẫn chất lỏng y tế thường xuyên thực thi các ngưỡng chất lượng nghiêm ngặt, từ chối bất kỳ lô nào có giá trị duy trì dưới 90% hoặc 95%. Nếu đường hàn giảm xuống dưới các ngưỡng định trước này, các kỹ sư chất lượng phải thực hiện ngay danh sách kiểm tra 4 bước tại xưởng:
- Xác minh nhiệt độ nóng chảy và khoang khuôn thực tế bằng cách sử dụng đầu dò nhiệt đã hiệu chuẩn.
- Ghi lại hồ sơ độ sâu xúc giác bằng cách sử dụng máy đo hồ sơ bề mặt.
- Tham chiếu chéo trọng lượng bộ phận cục bộ với giới hạn danh nghĩa để kiểm tra việc đóng gói dưới mức.
- Nếu lỗi vẫn tiếp diễn, hãy trích xuất các mẫu để phân tích mặt cắt kim loại hoặc kính hiển vi điện tử quét (SEM) để kiểm tra các chất bay hơi cực nhỏ bị giữ lại hoặc sự sai lệch sợi cục bộ dọc theo bề mặt vết nứt.
Nguyên nhân cốt lõi và mô phỏng dự đoán: Kết nối vật lý với những hiểu biết sâu sắc có thể hành động
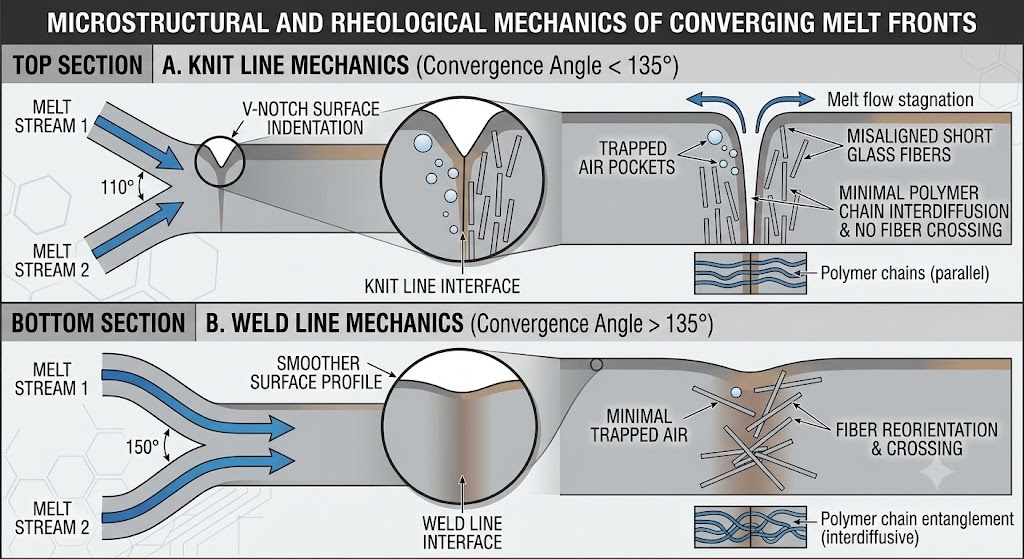
Một đường đan được hình thành khi hai hoặc nhiều mặt trước polyme nóng chảy riêng biệt gặp nhau trực diện trong khoang khuôn ở góc hội tụ nhỏ hơn 135 độ. Khi góc hội tụ vượt quá ngưỡng này, ranh giới về mặt kỹ thuật được phân loại là đường hàn, cho phép các dòng chảy song song hòa trộn tự nhiên hơn. Cơ sở vật lý cơ bản chi phối cường độ và khả năng hiển thị của giao diện này phụ thuộc hoàn toàn vào trạng thái nhiệt động của vật liệu trong quá trình hội tụ. Khi tan chảy di chuyển qua khoang, tiếp xúc với thép khuôn nguội sẽ tạo ra một lớp ranh giới đông lạnh, lớp này liên tục thu hẹp kênh dòng chảy hoạt động. Nếu nhiệt độ nóng chảy cục bộ giảm xuống gần điểm chuyển tiếp của vật liệu hoặc nếu áp suất phun cục bộ giảm do đường dẫn dòng chảy dài, thì chuỗi phân tử sẽ thiếu năng lượng nhiệt và lực đóng gói cần thiết để đi qua bề mặt phân cách và khuếch tán xen kẽ. Hơn nữa, các đường dẫn dòng phân chia vốn buộc các chất gia cố dị hướng, chẳng hạn như sợi thủy tinh ngắn, quay song song với ranh giới tiếp giáp, loại bỏ hoàn toàn bất kỳ cầu nối cơ học nào đi qua điểm nối.
Thay vì giải quyết các hiện tượng vật lý này thông qua các sửa đổi thử và sai tốn kém sau khi cắt thép công cụ, nên sử dụng các công cụ CAE phần tử hữu hạn tiên tiến (như Autodesk Moldflow, Moldex3D hoặc Sigmasoft 3D) trong giai đoạn thiết kế sản phẩm. Các kỹ sư phải nhìn xa hơn các sơ đồ trực quan nhị phân đơn giản và đánh giá các tiêu chí phân tích định lượng. Các kết quả mô phỏng chính bao gồm theo dõi các điểm dừng của vectơ vận tốc, xác định sự giảm nhiệt độ cục bộ tại điểm nối và trích xuất Chỉ số cường độ đường hàn (VHI) bằng số. Một phương pháp có độ tin cậy cao để đánh giá tính toàn vẹn của cấu trúc liên quan đến việc ánh xạ các tensor định hướng sợi dự kiến trực tiếp từ mô phỏng phun vào các gói FEA cấu trúc phía dưới, cho phép các nhà thiết kế mô phỏng nồng độ ứng suất cục bộ dưới tải trọng cơ học trong thế giới thực. Để đảm bảo dự đoán chính xác, các mô hình mô phỏng phải sử dụng các lưới 3D có độ tinh chỉnh cao bao gồm ít nhất 10 đến 12 lớp trên các phần tường mỏng, kết hợp với dữ liệu đặc tính vật liệu đã được xác minh và các thông số phản hồi của máy chính xác.
Để biến những chẩn đoán CAE ảo này thành các giải pháp thực tế tại xưởng, các nhóm kỹ thuật phải tuân theo cây quyết định chẩn đoán được tiêu chuẩn hóa. Khi mô phỏng chỉ ra rủi ro dây chuyền dệt kim không thể chấp nhận được, kỹ sư phải đánh giá và cô lập các biến một cách có hệ thống thay vì điều chỉnh các tham số một cách ngẫu nhiên. Trước tiên, hãy kiểm tra xem điểm nối có thể được di chuyển đến khu vực không quan trọng bằng cách dịch chuyển vị trí cổng hay không. Nếu các hạn chế về hình học khiến cho việc di chuyển cổng không thể thực hiện được thì bước tiếp theo là đánh giá khả năng quản lý nhiệt cục bộ, đánh giá xem liệu việc điều chỉnh nhiệt độ khuôn thay đổi có thể cải thiện liên kết phân tử hay không. Cuối cùng, nếu điều chỉnh nhiệt không đủ thì độ dày thành cơ học phải được thay đổi để giảm sức cản dòng chảy cục bộ và tăng áp suất đóng gói. Phương pháp có cấu trúc này đảm bảo rằng các sửa đổi đối với công cụ và quy trình đều dựa trên các nguyên tắc kỹ thuật hợp lý, giảm đáng kể chu kỳ phát triển và ngăn chặn các yêu cầu thay đổi kỹ thuật tốn kém (ECO) vào cuối chu kỳ khởi động.
Chiến lược thiết kế khuôn và vị trí cổng: Kiểm soát đường dẫn dòng chảy và bố trí nhiệt
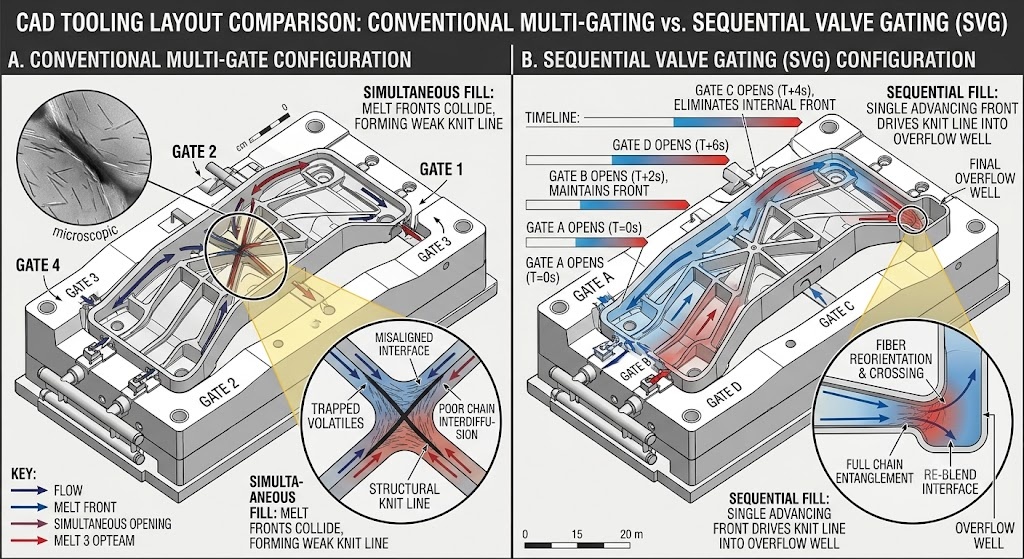
Phương pháp chính để loại bỏ hoặc di dời dây chuyền đan là vị trí chiến lược của hệ thống cổng của dụng cụ. Việc lựa chọn hình dạng cổng — cho dù sử dụng cổng van trực tiếp, cổng cạnh hoặc cổng quạt chính xác — sẽ quyết định kiểu điền ban đầu và trực tiếp kiểm soát cách các mặt trước dòng chảy phân chia và kết hợp lại xung quanh các chốt lõi hoặc các phần cắt bên trong. Khi thiết kế các bộ phận phức tạp, các kỹ sư phải thiết lập các quy tắc chính xác về khoảng cách dòng chảy và tỷ lệ chiều dài dòng chảy trên chiều dày thành tối đa cho phép. Ví dụ, trong các thiết bị điện tử tiêu dùng có thành mỏng, chiến lược cổng van tuần tự (SVG) thường được sử dụng. Bằng cách sử dụng các chốt thủy lực hoặc khí nén được điều khiển điện tử để mở các cổng van theo trình tự thời gian, chính xác, các kỹ sư có thể loại bỏ hoàn toàn sự hình thành các đường đan bên trong bằng cách buộc một mặt trước tan chảy liên tục, duy nhất quét qua khoang, chuyển các đường hàn sang các khu vực chớp nhoáng ngoại vi hoặc các cạnh không có cấu trúc.
Ngoài vị trí cổng, việc quản lý hiệu suất nhiệt trong thép khuôn là rất quan trọng để tối ưu hóa chất lượng dây chuyền dệt kim. Dây chuyền làm mát khoan thẳng truyền thống thường tách biệt các phần lõi sâu và các góc phức tạp khỏi khả năng làm mát nhiệt hiệu quả, dẫn đến các điểm nóng cục bộ hoặc độ dốc nhiệt nghiêm trọng làm suy yếu giao diện đường đan. Việc thay thế các dây chuyền thông thường bằng các kênh làm mát phù hợp tiên tiến—được sản xuất thông qua quá trình thiêu kết laser kim loại trực tiếp (DMLS)—cho phép các dây chuyền làm mát đi theo các đường viền chính xác của khoang bộ phận. Điều này đảm bảo tản nhiệt đồng đều cao và cho phép đúc chu trình nhiệt nhanh cục bộ (RHCM) chính xác. Bằng cách sử dụng hơi nước hoặc nước có áp suất ở nhiệt độ cao để làm nóng nhanh khu vực đường đan cục bộ trong quá trình đổ đầy, sau đó chuyển sang nước lạnh để đông đặc nhanh, các nhà sản xuất có thể duy trì nhiệt độ bề mặt khoang trên điểm chuyển hóa thủy tinh hoặc điểm nóng chảy kết tinh của nhựa trong quá trình hình thành đường đan. Điều này giúp loại bỏ hoàn toàn các vết khía trên bề mặt và tối đa hóa sự vướng víu của chuỗi polymer.
| Chiến lược công cụ | Phí bảo hiểm chi phí dụng cụ điển hình | Tác động thời gian chu kỳ | Cải thiện sức mạnh của dây đan | Ứng dụng phù hợp nhất |
| Làm mát gia công thông thường | Đường cơ sở (0 đô la) | Đường cơ sở (25 đến 45 giây) | Tối thiểu (cải thiện 0 đến 10 phần trăm) | Khối cấu trúc có thành dày, độ phức tạp thấp. |
| Chèn làm mát phù hợp (DMLS) | 15 phần trăm đến 30 phần trăm | Giảm 15% đến 30% | tăng 15% đến 30% | Trang trí ô tô phức tạp, bộ phận y tế nhiều khoang. |
| Cổng van tuần tự (SVG) | 25 phần trăm đến 40 phần trăm | trung tính | Di dời toàn bộ khiếm khuyết | Tấm thân lớn, tấm nhạc cụ, vỏ dài. |
| Đúc chu trình nhiệt nhanh (RHCM) | 40 phần trăm đến 60 phần trăm | tăng 10% đến 25% | Tăng 40% đến 70% | Màn hình tiêu dùng có độ bóng cao, vỏ quang học y tế. |
Trước khi triển khai những sửa đổi công cụ nâng cao này, các nhóm kỹ thuật phải tiến hành đánh giá rủi ro và lợi tức đầu tư (ROI) trả trước một cách nghiêm ngặt. Mặc dù việc thêm một bộ phận chèn tuân thủ DMLS hoặc một bộ phân phối SVG có thể làm tăng chi phí vốn ban đầu cho công cụ lên hàng chục nghìn đô la, nhưng những chi phí này phải được cân bằng cẩn thận với các số liệu hoạt động dài hạn. Đối với quá trình sản xuất ô tô khối lượng lớn kéo dài vài năm, việc giảm 20% thời gian chu kỳ kết hợp với việc giảm đáng kể tỷ lệ phế liệu dễ dàng biện minh cho phí bảo hiểm công cụ trả trước. Ngược lại, đối với các bộ phận y tế có khối lượng thấp hơn, việc sửa đổi độ dày thành bộ phận hoặc kết hợp các giếng tràn cục bộ—thu gom các thanh nguội ở cuối mặt trước dòng chảy và có thể được gia công sạch sẽ sau khi đúc—là một giải pháp thay thế hiệu quả hơn về mặt chi phí giúp đạt được các thông số kỹ thuật cơ học cần thiết mà không vượt quá ngân sách vốn của dự án.
Sự đánh đổi trong quá trình xử lý, vật liệu và sản xuất: Tối ưu hóa ma trận tham số
Khi việc sửa đổi công cụ bị hạn chế bởi ngân sách hoặc thời gian, các kỹ sư phải dựa vào việc tối ưu hóa quy trình có hệ thống và lựa chọn vật liệu cẩn thận để quản lý hiệu suất của dây chuyền dệt kim. Cấu trúc phân tử của polyme thô quyết định hành vi lưu biến của nó trong quá trình hội tụ phía trước tan chảy. Các loại nhựa thông thường không được hàn như polypropylene (PP) hoặc acrylonitrile butadiene styrene (ABS) vô định hình dễ chảy và liên kết dễ dàng ở mức năng lượng tương đối thấp hơn. Tuy nhiên, các loại nhựa kỹ thuật nhiệt độ cao như polycarbonate (PC), polyamit 6/66 (PA6/PA66) và polyphenylene oxit (PPO)—đặc biệt khi chứa 30% đến 50% sợi thủy tinh hoặc chất biến tính khoáng—có những thách thức lưu biến nghiêm trọng. Đối với các hợp chất tiên tiến này, việc điều chỉnh thông số phải tuân theo ma trận xử lý có cấu trúc cao, "bảo thủ đến tích cực" để tránh sự xuống cấp vật liệu hoặc kéo dài thời gian chu kỳ.
Để giải quyết một cách có hệ thống các lỗi của dây chuyền dệt kim trên xưởng sản xuất, các kỹ thuật viên nên tham khảo hướng dẫn toàn diện về vật liệu và thông số xử lý. Các điều chỉnh phải luôn được thực hiện tuần tự, cho phép quy trình ổn định trong vài chu kỳ sau mỗi lần sửa đổi để đo lường chính xác tác động đến chất lượng bộ phận và hiệu suất kết cấu:
| Loại ma trận nhựa | Phạm vi tan chảy được đề xuất (độ C) | Phạm vi khuôn khuyến nghị (độ C) | Bước điều chỉnh tốc độ phun chính | Độ bền của đường dệt dự kiến (%) |
| Polypropylene không độn (PP) | 200 - 240 | 30 - 60 | Tiến bộ vừa phải (tăng 10%) | 85% - 95% |
| ABS (Cấp độ thẩm mỹ) | 220 - 260 | 50 - 80 | Cấu hình tốc độ cao (Nhanh qua vùng đan) | 80% - 90% |
| Polycarbonate (PC) | 280 - 320 | 80 - 110 | Vận tốc không đổi cao với gói cao | 70% - 85% |
| PA66-GF30 (Kính đổ đầy 30%) | 270 - 300 | 80 - 120 | Vận tốc cực cao (Gia nhiệt cắt tối đa) | 35% - 55% |
| PPO (Đã sửa đổi / Kết cấu) | 260 - 310 | 70 - 100 | Vận tốc cao theo sau là Chuyển gói ngay lập tức | 50% - 70% |
Nếu các thông số xử lý được tối ưu hóa không thể loại bỏ hoàn toàn đường đan có thể nhìn thấy trên bộ phận có tính thẩm mỹ cao thì có thể cần phải thực hiện các thao tác hoàn thiện thứ cấp. Các lựa chọn xử lý sau khuôn—bao gồm chà nhám cơ học, sơn lót và sơn tự động, đánh bóng bằng hơi hóa học hoặc phản ứng tổng hợp siêu âm cục bộ—có thể che giấu hiệu quả các nhược điểm trên bề mặt, nhưng chúng gây ra sự đánh đổi đáng kể trong sản xuất. Mặc dù lớp phủ polyurethane thứ cấp hoặc dung môi rửa hóa học có thể khôi phục bề mặt hoàn hảo, có độ bóng cao cho nhà ở tiêu dùng vô định hình, nhưng các hoạt động này làm tăng tổng chi phí từng bộ phận, đòi hỏi thêm lao động và tăng tỷ lệ phế liệu do xử lý các khuyết tật. Hơn nữa, lớp hoàn thiện bề mặt không khắc phục được các sai sót về cấu trúc bên dưới. Nếu sợi thủy tinh vẫn bị lệch bên dưới bề mặt sơn, bộ phận đó sẽ bị hỏng dưới áp lực cơ học. Các nhà quản lý vận hành phải cân nhắc cẩn thận các chi phí hoàn thiện này với khoản đầu tư vốn dài hạn để nâng cấp công cụ tiên tiến, chọn tùy chọn cân bằng tốt nhất giữa chất lượng, chi phí và độ tin cậy của thành phần.
Tăng tốc hiệu suất gia công và xử lý của bạn
Loại bỏ các lỗi của dây chuyền dệt đòi hỏi phải điều chỉnh kỹ thuật dự đoán trước với kiểm soát chất lượng có kỷ luật. Tải xuống toàn diện, sẵn sàng tại cửa hàng của chúng tôi Danh sách kiểm tra hiệu chỉnh mô phỏng và khắc phục sự cố dây chuyền dệt kim (PDF) , chứa các mẫu điều chỉnh máy đúc từng bước, các tham số chia lưới VHI mục tiêu và các biểu mẫu xác nhận ASTM/ISO.
Cần hỗ trợ kỹ thuật ngay lập tức cho một chương trình đang hoạt động? Hãy liên hệ với nhóm kỹ thuật của chúng tôi ngay hôm nay để đặt lịch trình nâng cao Đánh giá mô phỏng CAE và kiểm tra bố cục khuôn . Các chuyên gia sản xuất ở Bắc Mỹ của chúng tôi cung cấp kết quả chẩn đoán chi tiết trong vòng 3 đến 5 ngày làm việc.

