
Thermoplastic Polyurethane (TPU) bridges the gap between flexible rubbers and rigid plastics. Known for its exceptional elasticity, wear resistance, and high tensile strength, TPU is highly favored in global industrial manufacturing. However, processing this unique polyurethane elastomer demands a deep understanding of its hidden technical nuances.
This guide provides engineering-grade insights into TPU properties, processing parameters, mold design secrets, and troubleshooting strategies to optimize your production line and secure high-yield B2B component manufacturing.
1. Key Properties & The Selection Dilemma
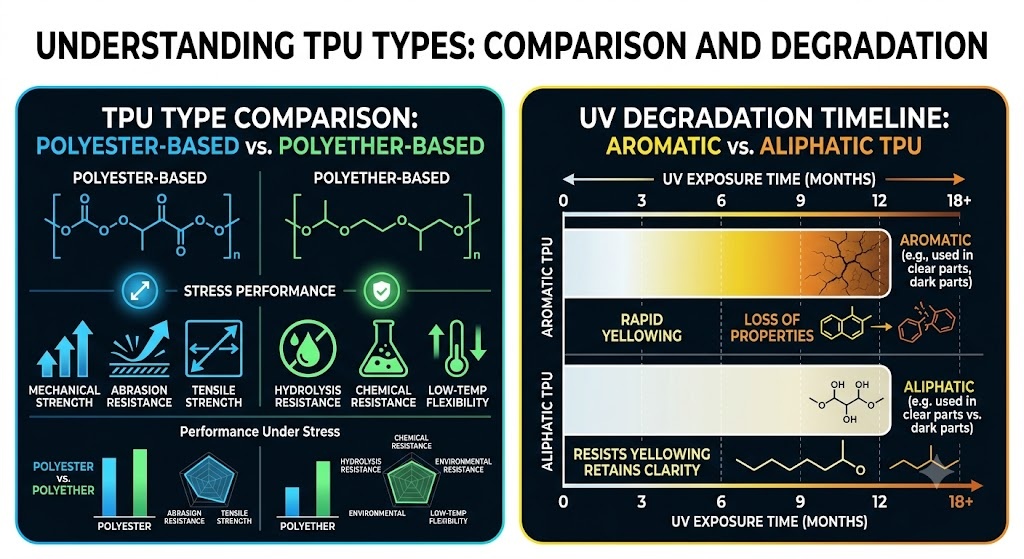
Choosing the right TPU grade requires looking beyond basic shore hardness charts. Industrial procurement and product design teams must first balance the core chemical divergence: Polyester-based TPU versus Polyether-based TPU.
Polyester-based TPU:
- Mechanical Strength: Superior tensile and tear resistance.
- Abrasion Resistance: Excellent (Ideal for high-wear parts like industrial furniture casters).
- Hydrolysis Resistance: Poor (Susceptible to moisture degradation).
- Low-Temp Flexibility: Good.
- Microbial Resistance: Low.
Polyether-based TPU:
- Mechanical Strength: Moderate.
- Abrasion Resistance: Good.
- Hydrolysis Resistance: Excellent (Ideal for wet or submerged environments).
- Low-Temp Flexibility: Superior (Maintains elasticity at ultra-low temperatures).
- Microbial Resistance: High.
Pro-Tip: The Hidden Cost of Yellowing
Standard aromatic TPUs feature molecular structures that degrade under UV radiation, causing clear parts to turn an unsightly yellow. For high-end consumer goods, specialized servo cable jackets, or visible automotive interiors, engineers must source aliphatic TPU grades. Aliphatic chemistry inherently resists UV light, preserving optical clarity and color stability over extended product lifespans.
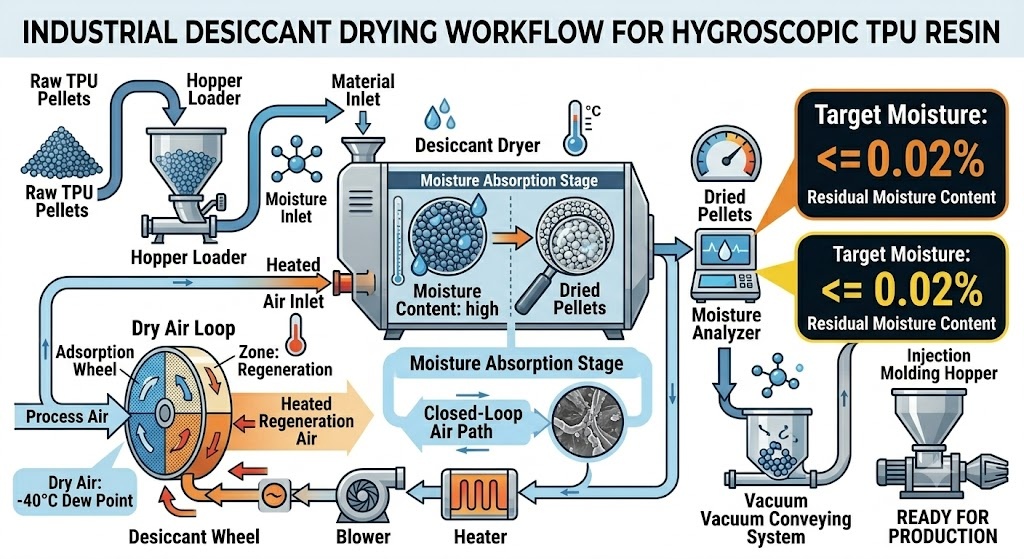
2. Material Preparation: Beyond Basic Drying
If there is a single point of failure in TPU injection molding, it is moisture. TPU is highly hygroscopic; it actively absorbs water vapor from the ambient air. Processing wet resin leads to irreversible hydrolytic degradation—a chemical reaction where water cleaves the polyurethane polymer chains at high temperatures, completely destroying the material’s mechanical properties.
- The Dew Point Metric: Standard hot-air hoppers are insufficient. You must use a desiccant dryer capable of maintaining a dew point of -40°C or lower.
- Drying Parameters: Dry the virgin resin at 80°C to 90°C for 3 to 4 hours. The target moisture content before entering the injection barrel must strictly be 0.02% or less.
Pro-Tip: The 20% Regrind Rule
While industrial cost reduction dictates reusing sprues and runners, TPU’s thermal history must be strictly managed.
The Golden Law: Never mix more than 15% to 20% regrind (recycled scrap) with virgin resin.
Exceeding this limit causes a severe drop in the part’s original tear strength and accelerates aesthetic yellowing. Furthermore, regrind scrap absorbs moisture up to twice as fast as virgin pellets; it must undergo independent, rigorous desiccant drying before being blended into the hopper.
3. Processing Parameters: Defeating Shear Heat
Setting the thermal profile for TPU requires a non-linear approach. Because TPU molecules are highly sensitive to friction, the material exhibits high shear sensitivity. When the injection molding machine forces the molten elastomer through tight restrictions, it generates massive internal friction—known as shear heating.
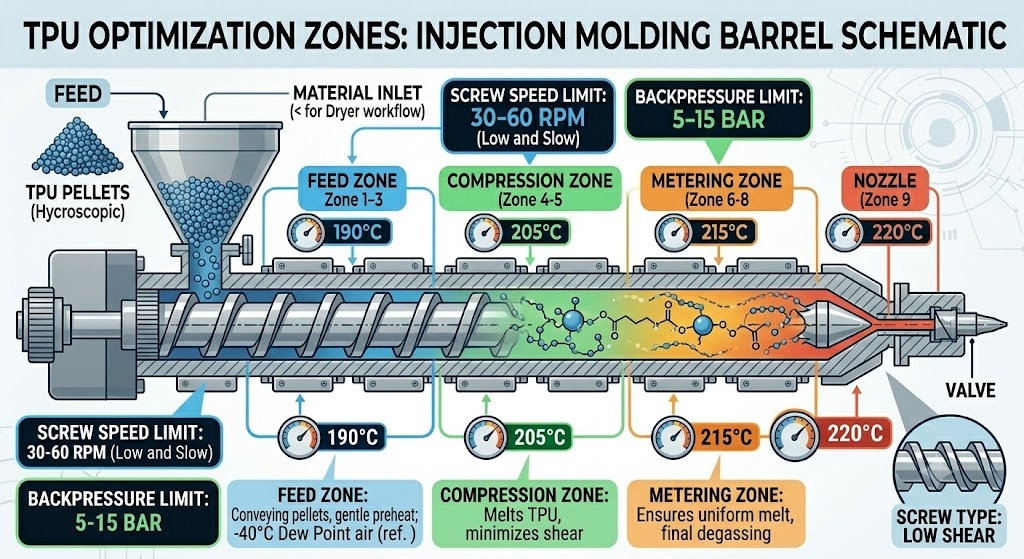
To prevent this frictional heat from overheating and burning the material, implement the “Low and Slow” machine tuning strategy:
- Melt Temperature: Maintain a precise barrel profile between 190°C and 220°C. Exceeding 230°C will trigger thermal decomposition.
- Mold Temperature: Keep mold walls at 20°C to 40°C. Cooler molds accelerate the crystallization of the polyurethane blocks, allowing the part to structuralize and eject cleanly without warping.
- Screw & Back Pressure: Set low screw linear speeds (30 to 60 rpm) and minimal back pressure (5 to 15 bar). High back pressure forces unnecessary shear stress onto the elastomer, breaking down the polymer chains before the plastic even leaves the nozzle.
4. Mold Design Secrets for Sticky Elastomers
Standard mold design principles meant for rigid plastics like ABS or Polypropylene will fail when applied to flexible TPU. Soft elastomers require specialized geometric and mechanical allowances within the steel tooling.
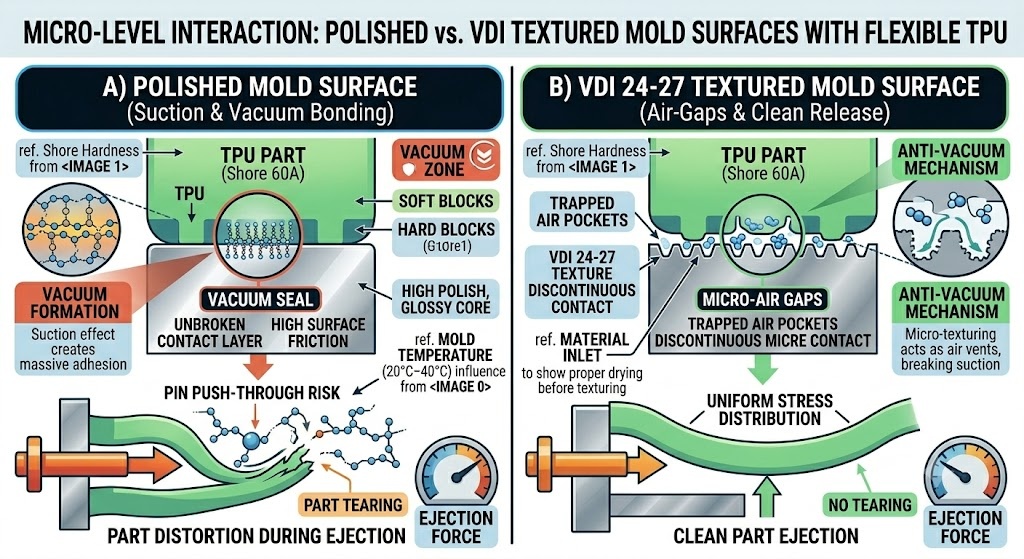
The Vacuum Sticking Nightmare
Soft TPU grades (Shore 60A to 85A) possess high surface friction. During the mold-opening sequence, the smooth elastomer acts like a suction cup, forming a vacuum against highly polished, glossy core surfaces. The part will stick, deform, or tear during mechanical ejection.
- The Solution: Avoid high-polish mirror finishes. Instead, specify an anti-vacuum mold texture such as a light bead-blast or chemical EDM structure (VDI 24 to 27). This micro-texture traps tiny pockets of air between the steel and the elastomer, breaking the vacuum seal and serving as a built-in mechanical release agent.
Micro-Venting Specifications
Due to rapid injection speeds, trapped gas can easily scorch flexible materials. However, because TPU flows easily under pressure, oversized vents will create flashing.
- The Rule: Machined gas vents must feature a strict micro-depth limit of 0.015 mm to 0.02 mm. This is narrow enough to contain the molten elastomer while letting compressed air exhaust safely.
5. Troubleshooting Matrix (Advanced Field Solutions)
When defects emerge on the factory floor, identifying the true root cause requires distinguishing between thermal and environmental indicators. Use this field guide for swift, targeted troubleshooting:
-
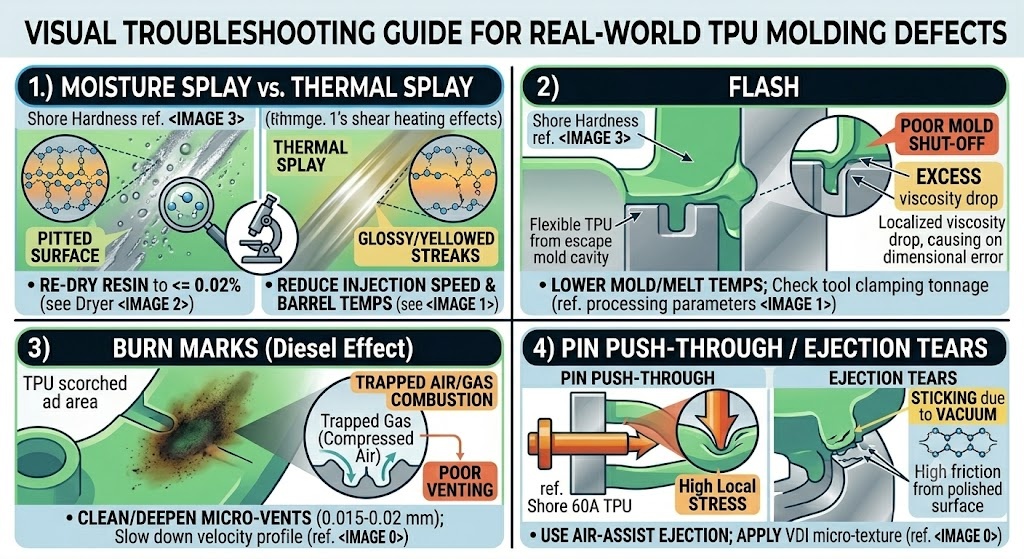
Splay Marks (Silvery Streaks)
-
Likely Root Cause: Hydrolytic or Thermal breakdown.
-
Advanced Field Solution: The Microscope Test: Inspect the streaks under magnification. If the streaks are rough and pitted, it is moisture splay (increase drying time). If the streaks are smooth and glossy, it is thermal splay caused by excessive shear heat (reduce injection speed or nozzle temperature).
-
Flash (Excess Material at Seams)
-
Likely Root Cause: Over-injection or localized viscosity drops.
-
Advanced Field Solution: Lower the melt temperature to increase viscosity, or reduce the hold pressure profile. Check if tool clamping force matches required tonnage.
-
Burn Marks (Diesel Effect)
-
Likely Root Cause: Trapped gas compression in unvented pockets.
-
Advanced Field Solution: Clean and deepen micro-vents (0.02 mm max). Slow down the injection velocity profile right before the melt enters the final fill zone.
-
Sticky Parts / Ejection Tears
-
Likely Root Cause: Vacuum bonding or premature packing.
-
Advanced Field Solution: Switch to an air-assist ejection system (air-blast valve) alongside mechanical pins. Apply a VDI micro-texture to the core.
6. Future Trends: Sourcing for the Green Supply Chain
As global brands transition toward circular economies, international ESG requirements are shifting B2B procurement benchmarks. The industrial manufacturing ecosystem is moving rapidly toward Bio-Based TPU and PCR (Post-Consumer Recycled) Elastomers.
Modern bio-based TPUs replace traditional petroleum-derived polyols with plant-sourced alternatives (such as corn starch or castor oil), cutting carbon footprints by up to 40%.
The Processing Window Reality
Engineers and procurement agents must note that bio-based and recycled TPUs possess significantly narrower processing windows than fossil-fueled materials. Bio-polymers exhibit higher thermal sensitivity and lower shear tolerance. Adapting your shop floor to these green materials requires upgrading to precise closed-loop control molding machines, prioritizing advanced desiccant drying setups, and employing optimized tool texturing to remain competitive in the green supply chain.

