
Tóm tắt
Các loại polyme chống cháy (FR) được chỉ định cho các ứng dụng ô tô, điện tử, điện và xây dựng — nhưng chúng gây ra những thách thức trong quá trình xử lý và rủi ro về dụng cụ mà các loại tiêu chuẩn không có. Phụ gia FR thu hẹp phạm vi quy trình, tăng tính ăn mòn đối với thép khuôn, ảnh hưởng đến độ hoàn thiện bề mặt và làm phức tạp quá trình tái chế. Hướng dẫn này trình bày chi tiết về hệ thống xếp hạng UL94, giải thích cách từng hóa chất FR chính tương tác với thiết bị và dụng cụ ép phun, đồng thời cung cấp các thông số kỹ thuật thực tế cho thiết kế khuôn và lựa chọn thép khi chạy vật liệu FR.
1. Tại sao vấn đề chống cháy lại quan trọng trong quá trình ép phun
Nhựa cháy. Hầu hết các loại nhựa nhiệt dẻo kỹ thuật - ABS, PP, PA, PC - vốn dễ cháy, với chỉ số oxy giới hạn (LOI) là 17–28%. Trong các ứng dụng có nguy cơ bắt lửa - vỏ điện, vỏ pin EV, thiết bị điện tử tiêu dùng, nội thất máy bay, tấm tòa nhà - các polyme chưa biến tính không thể đáp ứng các quy định về an toàn cháy nổ.
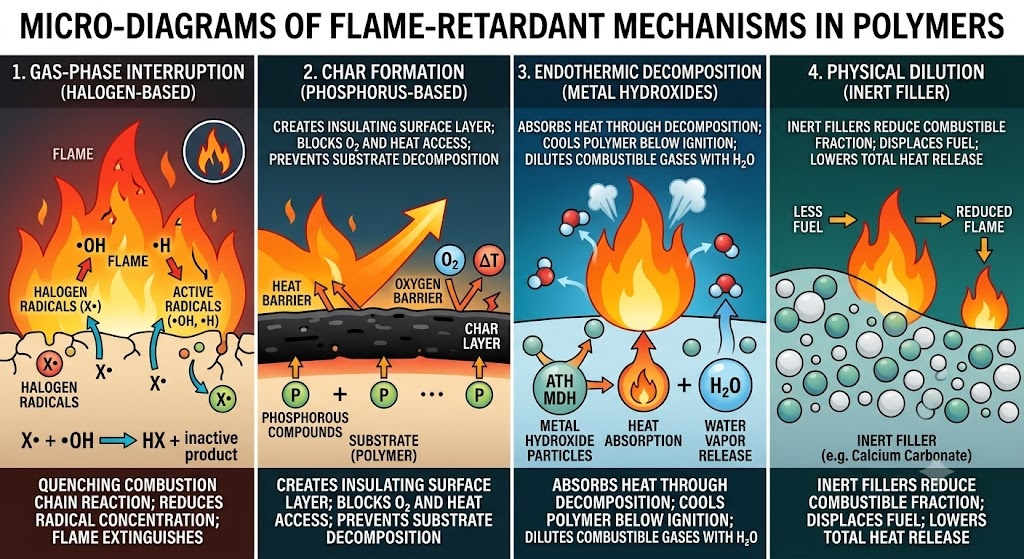
Chất chống cháy giải quyết vấn đề này bằng một hoặc nhiều cơ chế:
- Sự gián đoạn pha khí — Các gốc FR dập tắt phản ứng dây chuyền đốt cháy trong vùng ngọn lửa (hệ thống dựa trên halogen)
- Sự hình thành than — Hóa học FR thúc đẩy lớp bề mặt có chứa cacbon giúp cách nhiệt chất nền khỏi ngọn lửa (hệ thống cháy nổ dựa trên phốt pho)
- Phân hủy thu nhiệt — Phụ gia FR hấp thụ nhiệt thông qua quá trình phân hủy, làm nguội chất nền dưới nhiệt độ bốc cháy (hydroxyt kim loại: ATH, MDH)
- Pha loãng vật lý - chất độn trơ làm giảm phần dễ cháy của hợp chất
Thách thức đối với máy ép phun là các cơ chế này được kích hoạt bằng nhiệt - tác nhân kích thích tương tự thúc đẩy quá trình đúc. Các chất phụ gia FR đủ ổn định nhiệt để tồn tại trong thùng, nhưng đủ phản ứng để hoạt động trong đám cháy, thể hiện một cửa sổ kỹ thuật hẹp với những hậu quả trực tiếp cho việc xử lý và chế tạo dụng cụ.
2. Hệ thống xếp hạng UL94: Ý nghĩa thực sự của việc phân loại
UL94 (Tiêu chuẩn kiểm tra tính dễ cháy của vật liệu nhựa cho các bộ phận trong thiết bị và dụng cụ) là tài liệu tham khảo toàn cầu cơ bản về phân loại tính dễ cháy của nhựa. Hiểu những gì mỗi xếp hạng yêu cầu - và không yêu cầu - là điều cần thiết để có thông số kỹ thuật chính xác.
2.1 Tổng quan về phương pháp thử nghiệm
Các thử nghiệm UL94 được tiến hành trên các mẫu đúc chứ không phải trên nguyên liệu thô. Các vấn đề về hình học của mẫu: tiêu chuẩn chỉ định các loại độ dày (thường là 0,8 mm, 1,6 mm, 3,2 mm) và xếp hạng phụ thuộc vào độ dày. Vật liệu được xếp hạng V-0 ở mức 3,2 mm chỉ có thể đạt được V-2 ở mức 0,8 mm.
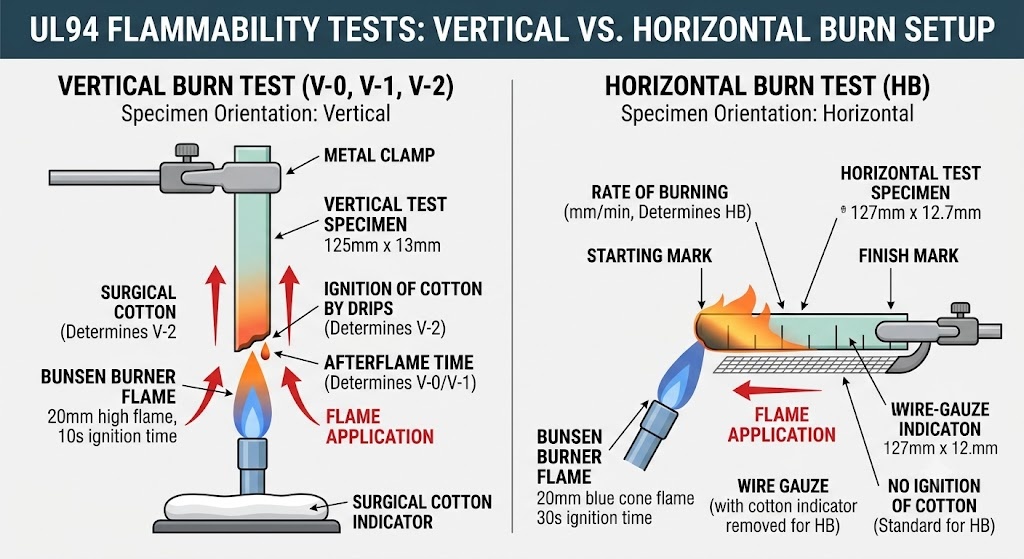
Hai loạt thử nghiệm chính:
Kiểm tra đốt dọc (V-0, V-1, V-2, 5VA, 5VB): Một mẫu thử có kích thước 125 mm x 13 mm được giữ thẳng đứng và tiếp xúc với ngọn lửa xác định trong hai khoảng thời gian 10 giây. Sự nhỏ giọt, thời gian cháy tiếp theo và sự bốc cháy của chỉ báo bông bên dưới mẫu thử sẽ xác định mức đánh giá.
Thử nghiệm đốt ngang (HB): Một mẫu vật có kích thước 127 mm × 12,7 mm được giữ nằm ngang. Đây là mức phân loại thấp nhất - hầu hết các polyme hàng hóa không xử lý FR đều đạt được HB ở độ dày vừa đủ.
2.2 Tiêu chí phân loại
| Đánh giá | Afterflame ≤ (mỗi ứng dụng) | Tổng dư lượng ≤ (5 mẫu) | Nhỏ giọt làm cháy bông? | Ánh hào quang ≤ | Ghi chú |
|---|---|---|---|---|---|
| V-0 | 10 giây | 50 giây | Không | 30 giây | Ngành dọc nghiêm ngặt nhất |
| V-1 | 30 giây | 250 giây | Không | 60 giây | Tầng giữa theo chiều dọc |
| V-2 | 30 giây | 250 giây | Có được phép | 60 giây | Cho phép nhỏ giọt |
| 5VA | — | — | Không | — | Không burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Không | — | Cho phép đốt cháy trên mảng bám; nghiêm ngặt hơn V-1 |
| HB | Bỏng ≤ 76 mm/phút (>3 mm) hoặc tắt | — | không áp dụng | — | Thấp nhất; hầu hết các loại nhựa hàng hóa |
2.3 Xếp hạng trong thực tế: Những gì cơ quan quản lý và OEM thực sự chỉ định
| ứng dụng | Yêu cầu tối thiểu UL94 | Ghi chú |
|---|---|---|
| Vỏ điện tử tiêu dùng (IEC 62368-1) | V-1 hoặc V-0 | Phụ thuộc vào độ dày của tường và nguồn nhiệt bên trong |
| Vỏ pin EV và vỏ BMS | V-0 ở mức 1,6 mm | Thường được củng cố bởi các yêu cầu thoát nhiệt dành riêng cho OEM |
| Đầu nối điện ô tô (USCAR-2) | V-0 ở mức .80,8 mm | Tường rất mỏng - thu hẹp đáng kể các lựa chọn vật liệu |
| Vỏ thiết bị gia dụng (IEC 60335) | V-1 hoặc V-0 | Phụ thuộc vào danh mục |
| Vỏ điện công nghiệp (IEC 61439) | V-0 hoặc 5VA | 5VA ngày càng được chỉ định cho thùng loa lớn |
| Linh kiện bên trong máy bay (FAR 25.853) | Khôngt UL94 — uses OSU heat release and vertical bunsen tests | UL94 không đủ cho ngành hàng không vũ trụ |
| Xây dựng và xây dựng (EN 13501) | Hệ thống Euroclass B–E, không phải UL94 | Tiêu chuẩn kiểm tra khác nhau hoàn toàn |
Điểm quan trọng: Xếp hạng UL94 được các nhà cung cấp báo cáo về màu sắc, độ dày và chứng nhận lô cụ thể. Vỏ PC/ABS màu đen đạt V-0 không đảm bảo V-0 có màu trắng hoặc tự nhiên — tương tác phụ gia FR với hệ thống sắc tố ảnh hưởng đến hiệu suất và thẻ vàng UL94 liệt kê các màu được phê duyệt một cách rõ ràng.
3. Các họ hóa học FR chính và hồ sơ xử lý của chúng
3.1 Chất chống cháy halogen hóa (Brom hóa / Clo hóa)
Cơ chế: Các gốc halogen làm gián đoạn phản ứng dây chuyền đốt cháy ở pha khí. Hiệu quả cao ở mức tải thấp (5–15 phr), cho phép V-0 có tác động tối thiểu đến các tính chất cơ học.
Các hệ thống phổ biến:
- Chất tổng hợp antimon trioxide decabromodiphenyl ethane (DBDPE) - ABS, HÔNG, PA
- Các oligome Tetrabromobisphenol A (TBBPA) - Hỗn hợp PC/ABS
- Parafin clo hóa - ứng dụng hàng hóa có chi phí thấp hơn
Hành vi xử lý:
- Ổn định nhiệt đến 280–300°C trong hầu hết các công thức - tương thích với nhiệt độ xử lý ABS, PA66, PC
- Trên 300°C, quá trình tạo khí HBr/HCl tăng mạnh — vượt quá nhiệt độ thùng gây ra sự giải phóng khí ăn mòn
- Bắt buộc phải làm sạch bằng chất mang trung tính (HDPE hoặc PP) khi tắt máy - vật liệu brôm bị giữ lại sẽ xuống cấp và tấn công bề mặt thùng và vít
- Ăn mòn thép công cụ tiêu chuẩn: HBr và HCl sinh ra ở bất kỳ quá trình tấn công lệch P20 và H13 nào. Không nghiêm trọng trong điều kiện bình thường nhưng tích lũy khi sản xuất khối lượng lớn
Ý nghĩa của công cụ:
- Thép khoang P20 tiêu chuẩn được chấp nhận cho các quy trình được kiểm soát tốt
- Nên mạ (crom cứng hoặc niken điện phân) cho khối lượng lớn hoặc bất kỳ quy trình nào chạy gần giới hạn nhiệt độ trên
- Quy trình thanh lọc phải được ghi lại trong hướng dẫn quy trình — các giai đoạn cháy do đèn flash gây ra gây ra các vết ăn mòn cục bộ ở cổng và lỗ thông hơi
Tình trạng pháp lý: Danh sách REACH SVHC bao gồm một số hợp chất FR được brom hóa. Chỉ thị RoHS hạn chế PBB và PBDE. DBDPE hiện không bị hạn chế ở EU và Hoa Kỳ nhưng đang được xem xét liên tục. Chỉ chỉ định các loại tuân thủ REACH/RoHS — xác minh tuyên bố của nhà cung cấp hàng năm.
3.2 Chất chống cháy gốc phốt pho (Không chứa halogen)
Cơ chế: Thúc đẩy sự hình thành lớp than trên bề mặt polymer, ngăn chặn sự tiếp cận oxy và cách điện bề mặt. Một số hệ thống phốt pho cũng có hoạt động ở pha khí.
Các hệ thống phổ biến:
- Resorcinol bis(diphenyl phosphate) (RDP) — Hỗn hợp PC/ABS (hệ thống chính cho V-0 PC/ABS không chứa halogen)
- Nhôm diethylphosphinate (dòng AlPi, Clariant Exolit® OP) - PA6, PA66, PBT
- Melamine polyphosphate (MPP) - PA6, PA66
- Phốt pho đỏ - PA, PBT (hiện nay hiếm khi được sử dụng do xử lý nguy hiểm)
Hành vi xử lý:
- RDP trong PC/ABS: giảm độ nhớt nóng chảy (đóng vai trò là chất hóa dẻo ở nhiệt độ xử lý) → làm tăng nguy cơ chớp nhoáng , giảm biên độ lực kẹp
- AlPi ở cấp PA: ổn định nhiệt đến 320°C, hiệu ứng độ nhớt tối thiểu — hệ thống FR thân thiện với quy trình nhất hiện có
- MPP trong PA: độ ổn định vừa phải; trên 290°C, tạo ra hơi amoniac và melamine phồng rộp bề mặt và vệt bạc - giữ nhiệt độ nóng chảy ở mức thấp nhất của phạm vi PA
- Tất cả các hệ thống phốt pho: sự hấp thụ độ ẩm trong quá trình bảo quản làm giảm hiệu suất và gây ra các vệt loang lổ/bạc — thông số kỹ thuật sấy chặt chẽ hơn so với các loại không nung
Yêu cầu sấy khô (loại phốt pho FR):
| Polyme gốc | Sấy khô tiêu chuẩn | Sấy lớp FR | Ghi chú bổ sung |
|---|---|---|---|
| PA6 | 80°C / 4 giờ | 85°C / 6–8 giờ | Cấp MPP đặc biệt nhạy cảm với độ ẩm |
| PA66 | 85°C / 4 giờ | 90°C / 6–8 giờ | Điểm AlPi dễ tha thứ hơn |
| PBT | 120°C / 4 giờ | 130°C / 5–6 giờ | FR PBT rất nhạy cảm với độ ẩm |
| PC/ABS | 90°C / 3–4 giờ | 95°C / 4–6 giờ | RDP di chuyển trên bộ lưu trữ - sử dụng ngay sau khi mở |
Ý nghĩa của công cụ:
- Di chuyển RDP: Trong PC/ABS có RDP, este photphat có thể di chuyển đến bề mặt bộ phận và khoang khuôn theo thời gian. Điều này gây ra:
- Tích tụ cặn khuôn trên bề mặt khoang (cặn trắng hoặc vàng) cần làm sạch sau mỗi 50.000–150.000 lần chụp tùy thuộc vào điều kiện vận hành
- Giảm độ bóng bề mặt phần nếu khuôn không được làm sạch - rất quan trọng đối với bề mặt loại A
- Thép không gỉ (S136) hoặc mạ crom cứng P20 làm giảm độ bám dính của cặn và đơn giản hóa việc vệ sinh
- Các cấp độ AlPi trong PA là hệ thống FR thân thiện với dụng cụ nhất — tạo cặn tối thiểu, ăn mòn tối thiểu
3.3 Chất chống cháy gốc nitơ (Hệ thống Melamine)
Cơ chế: Chủ yếu pha loãng pha khí thông qua giải phóng nitơ; một số chất xúc tiến than khi kết hợp với phốt pho (hệ thống phồng).
Các hệ thống phổ biến:
- Melamine cyanurate (MC) — PA6, PA66 (V-2 có thể đạt được, V-0 khó nếu không có chất hiệp đồng)
- Melamine polyphosphate (MPP) - PA6, PA66 (V-0 achievable in combination)
- Hệ thống phồng rộp (APP pentaerythritol melamine) — PP, PE (chủ yếu dành cho các ứng dụng màng và cáp không chứa halogen)
Hành vi xử lý:
- MC trong PA: phân hủy ở 320°C giải phóng axit isocyanic và hơi melamine — giới hạn trên cứng cho nhiệt độ nóng chảy là 290°C đối với hợp chất PA66/MC
- Sự thăng hoa của melamine ở bề mặt khoang khuôn tạo thành cặn bột màu trắng - đòi hỏi phải làm sạch khoang thường xuyên
- Hệ thống PP phồng: rất nhạy cảm với lực cắt; tốc độ phun cao gây ra sự phân tách và vệt thành phần FR
Ý nghĩa của công cụ:
- Cặn thăng hoa Melamine là vấn đề gây ô nhiễm nấm mốc nghiêm trọng nhất trong loại FR
- Các khoang được mạ Chrome hoặc phủ PVD làm giảm đáng kể độ bám dính cặn lắng - khoảng thời gian bảo trì dài hơn 2–3 lần so với không tráng phủ
- Tắc nghẽn lỗ thông hơi do cặn bám là một rủi ro đáng kể — lỗ thông hơi phải được thiết kế để dễ tiếp cận và được làm sạch theo lịch trình xác định (thường là 30.000–80.000 lần chụp)

3.4 Chất chống cháy Hydroxit kim loại (ATH, MDH)
Cơ chế: Sự phân hủy thu nhiệt giải phóng hơi nước, làm mát bề mặt và làm loãng các khí dễ cháy. Không halogen, không phốt pho, không nitơ — chất hóa học sạch nhất xét theo quan điểm sản phẩm phụ trong quá trình xử lý.
Các hệ thống phổ biến:
- Nhôm trihydrat (ATH) — phân hủy ở 180–200°C; hạn chế sử dụng các polyme được xử lý dưới 200°C (EVA, LDPE, PVC)
- Magiê dihydroxit (MDH, brucite) - phân hủy ở 300–320°C; mở rộng khả năng áp dụng cho PP, PA6
Hành vi xử lý:
- Yêu cầu tải rất cao (40–65% trọng lượng) để đạt được V-0 - làm tăng đáng kể mật độ hợp chất và giảm tính chất cơ học
- Tải chất độn cao làm tăng đáng kể độ nhớt nóng chảy - yêu cầu áp suất phun cao hơn, thời gian đổ đầy lâu hơn
- Mài mòn các ốc vít, thùng và khoang khuôn - tỷ lệ hao mòn cao , tương tự như các loại chứa đầy thủy tinh
- Các hợp chất MDH/ATH có hiệu suất cải thiện LOI rất thấp trên mỗi đơn vị tải so với hệ thống halogen/phốt pho - hiếm khi được sử dụng khi cần V-0 ở thành mỏng
Ý nghĩa của công cụ:
- Xử lý tương đương với GF30–GF40 cho mục đích mài mòn
- Bắt buộc phải chèn cổng cứng ( ≥52 HRC)
- Thiết kế đường dẫn và cổng phải giảm thiểu lực cắt (đường kính lớn hơn đường kính tương đương không được lấp đầy) để ngăn chặn sự kết tụ của chất độn và xói mòn cổng
- Thép khoang: H13 hoặc thép công cụ cứng tương đương - P20 là mức cận biên để sản xuất ATH/MDH khối lượng lớn
4. Xử lý các điều chỉnh tham số cho cấp FR
Bảng: Điều chỉnh cửa sổ quy trình so với Polymer cơ bản
| tham số | Hướng | Độ lớn | Cơ sở lý luận |
|---|---|---|---|
| Nhiệt độ nóng chảy | Hạ xuống | 5–20°C dưới mức tiêu chuẩn | Ngăn chặn sự phân hủy nhiệt FR |
| Thời gian cư trú của thùng | Giảm thiểu | Thiết kế tối đa <5 phút | Sự xuống cấp phụ thuộc vào thời gian × nhiệt độ |
| Tốc độ phun | Giảm | 10–20% | Giảm sự phân hủy do cắt gây ra; giảm rủi ro flash (RDP) |
| Áp lực ngược | Giảm | 10–20% dưới mức tiêu chuẩn | Giảm sinh nhiệt cắt |
| Tốc độ trục vít | Giảm | 10–15% vòng/phút | Lý do giống nhau |
| Giao thức thanh lọc | bắt buộc | Mỗi lần tắt máy | Ngăn chặn sự xuống cấp ăn mòn giữa các lần chạy |
| Sấy khô | Tăng nhiệt độ và thời gian | Xem bảng ở phần 3.2 | Lớp FR nhạy cảm hơn với độ ẩm |
| Nhiệt độ khuôn | Hạ xuống end of range | Nếu có thể | Giảm sự hình thành cặn lắng (hệ thống melamine) |
| Nhiệt độ Á hậu nóng | Khả thi tối thiểu | Thấp đến mức cho phép | Vùng quan trọng nhất đối với sự suy giảm FR |
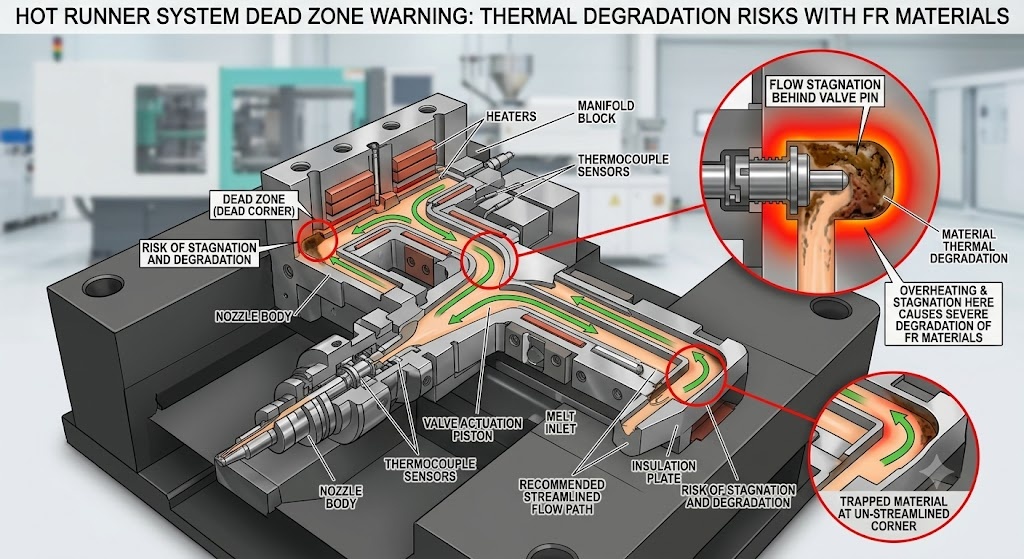
Những cân nhắc của Á hậu nóng bỏng
Đường chạy nóng là vùng có nguy cơ xuống cấp vật liệu FR cao nhất. Đầu ống góp và vòi phun duy trì sự tan chảy ở nhiệt độ liên tục - và trong vùng chết (phía sau thân van, ở những chỗ uốn ống góp được thiết kế kém), thời gian lưu giữ có thể là 30–60 phút. Điều này đủ để làm suy giảm hầu hết các hệ thống FR.
Yêu cầu thiết kế Á hậu nóng bắt buộc đối với cấp FR:
- Hình học đa dạng được sắp xếp hợp lý hoàn toàn (không có góc chết) - chỉ định cho nhà cung cấp đường chạy nóng
- Thể tích ống góp tối thiểu phù hợp với yêu cầu lấp đầy - ống góp quá khổ làm tăng thời gian lưu trú
- Kiểm soát nhiệt độ vùng độc lập trên mỗi vòi phun - cho phép quản lý nhiệt độ tối thiểu chính xác
- Cổng van được ưu tiên hơn cổng mở - cho phép ngắt tích cực trong thời gian ngừng sản xuất
- Nhiệt độ giảm khi tắt máy: giảm xuống 150–170°C ngay lập tức khi tạm dừng sản xuất >5 phút
5. Lựa chọn thép khuôn và xử lý bề mặt
Bảng: Thép khuôn được đề xuất bởi FR Chemistry
| Hệ thống FR | Polyme gốc | thép khoang | Thép lõi | Cổng chèn | Xử lý bề mặt | Ghi chú |
|---|---|---|---|---|---|---|
| Brom hóa (DBDPE) | ABS, HIPS | P20 hoặc S136 | P20 | H13 cứng lại | Mạ crom cứng hoặc EN | Mạ quan trọng cho khối lượng lớn |
| RDP (este photphat) | PC/ABS | Ưu tiên S136 | P20 | S136 | Mạ PVD hoặc EN | Độ bám dính cặn thấp nhất trên S136 |
| AlPi (nhôm photphat) | PA, PBT | P20 hoặc H13 | P20 | H13 | crom tùy chọn | Hệ thống FR thân thiện với dụng cụ nhất |
| Melamine (MC, MPP) | PA6, PA66 | P20 chrome hoặc S136 | P20 | H13 | Chrome cứng bắt buộc | Trầm tích thăng hoa nghiêm trọng mà không có lớp phủ |
| ATH/MDH (hydroxit kim loại) | PP, PA, EVA | H13 cứng lại | H13 | H13 hoặc cacbua | Chrome hoặc PVD | Xử lý như hợp chất độn có tính mài mòn |
| Vốn có (PPS, PEEK) | PPS, PEEK | S136 hoặc 420SS | S136 | S136 | Tùy chọn | Ăn mòn ở nhiệt độ nóng chảy; nguy cơ ăn mòn thép cơ bản |
So sánh hiệu suất xử lý bề mặt cho các ứng dụng FR
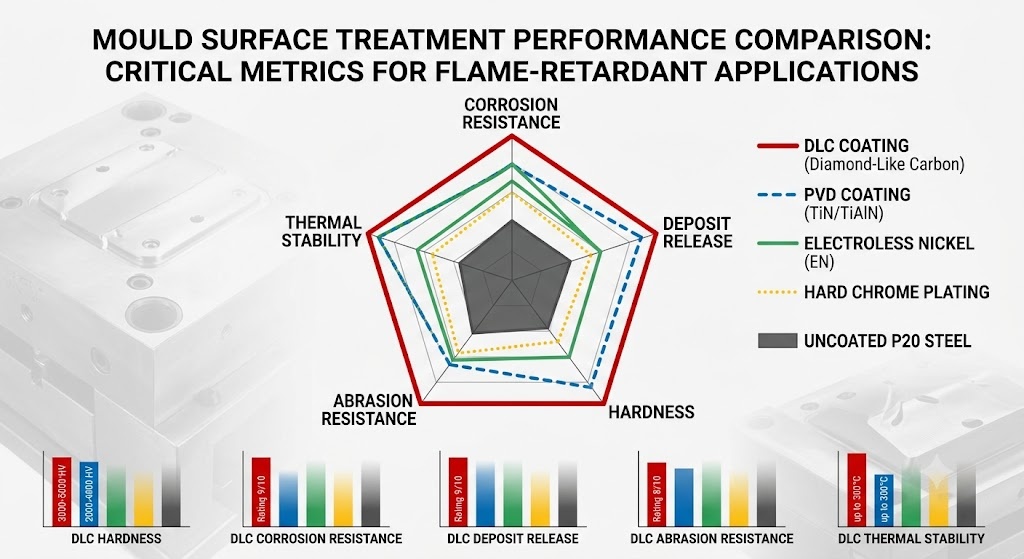
| Điều trị | Chống ăn mòn | Phát hành tiền gửi | Độ cứng (HV) | Nhiệt độ tối đa | Chi phí cao cấp |
|---|---|---|---|---|---|
| Mạ crom cứng | Tốt | Trung bình | 900–1100 | 400°C | 15–25% |
| Niken điện phân (EN) | Tuyệt vời | Tốt | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | Tốt | Tốt–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (Carbon giống kim cương) | Tuyệt vời | Tuyệt vời | 3000–5000 | 300°C | 30–50% |
| P20 không tráng | Nghèo | Nghèo | 300–350 | — | Đường cơ sở |
Lớp phủ DLC mang lại hiệu suất giải phóng cặn tốt nhất cho các loại FR hệ thống melamine — đặc biệt có giá trị đối với sản xuất vỏ bọc PC/ABS và PA khối lượng lớn, nơi có thời gian ngừng hoạt động làm sạch khoang rất đáng kể.
6. Thiết kế lỗ thông hơi cho các lớp FR
Các hợp chất chống cháy tạo ra nhiều khí thải hơn so với các loại không được lấp đầy - các sản phẩm phụ phân hủy, độ ẩm từ hydroxit kim loại và các chất phụ gia dễ bay hơi đều tạo ra khí phải được sơ tán khỏi khoang. Nguyên nhân thông gió không đủ:
- Đốt cháy hiệu ứng diesel tại các vị trí nạp cuối cùng - cặn than thường bị chẩn đoán nhầm là hiện tượng đỏ cửa hoặc xuống cấp vật liệu
- Ảnh ngắn từ áp suất ngược của khí ở các phần dày
- Bề mặt phồng rộp từ độ ẩm bị mắc kẹt hoặc các thành phần FR dễ bay hơi
Khuyến nghị về độ sâu lỗ thông hơi cho các cấp FR
| Hệ thống vật liệu / FR | Độ sâu lỗ thông hơi (đất, mm) | Chiều rộng lỗ thông hơi (mm) | Độ sâu giảm lỗ thông hơi (mm) | Khoảng thời gian làm sạch |
|---|---|---|---|---|
| ABS / FR brom hóa | 0,012–0,018 | 5–8 | 0.5 | Cứ sau 100.000 bức ảnh |
| PC/ABS / RDP | 0,010–0,015 | 5–8 | 0.5 | Cứ sau 80.000 bức ảnh |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Cứ sau 120.000 bức ảnh |
| PA6/melamine | 0,008–0,012 | 4–6 | 0.3 | Cứ sau 30.000–50.000 lần chụp |
| PP / ATH phồng rộp | 0,015–0,020 | 6–10 | 0.5 | Cứ sau 80.000 bức ảnh |
| PPS (FR vốn có) | 0,005–0,008 | 3–5 | 0.2 | Cứ sau 150.000 bức ảnh |
Các hợp chất FR gốc melamine có đặc tính gây tắc nghẽn lỗ thông hơi mạnh nhất. Khuôn sản xuất chạy PA6/MC không được làm sạch đúng lịch trình sẽ bị tắc các lỗ thông hơi trong vòng 50.000 lần chụp — dẫn đến cháy, bắn ngắn và loại bỏ bộ phận.
Đề xuất thiết kế: Đối với các loại FR có xu hướng thoát khí cao (melamine, hệ thống phồng), hãy thiết kế các lỗ thông hơi như các vật chèn có thể thay thế được nếu có thể. Điều này cho phép làm sạch lỗ thông hơi ngoại tuyến trong khi khuôn tiếp tục chạy với bộ phụ tùng sạch.
7. Cân nhắc về chất lượng và tuân thủ
7.1 Xác minh Thẻ vàng UL94
Xếp hạng UL94 được in trên bảng dữ liệu vật liệu là tuyên bố tiếp thị của nhà cung cấp. Nguồn có thẩm quyền là Cơ sở dữ liệu iQ của sản phẩm UL (trước đây là Thẻ vàng) . Trước khi chỉ định vật liệu FR cho ứng dụng do UL94 quản lý, hãy xác minh:
- Cấp và lô chính xác khớp với danh sách Thẻ vàng hiện tại
- Xếp hạng áp dụng cho độ dày thành của bộ phận của bạn - nhiều vật liệu mất một lớp xếp hạng ở các bức tường mỏng hơn
- Màu sắc được liệt kê - hệ thống sắc tố ảnh hưởng đến hiệu suất FR
- Ngày hết hạn của chứng chỉ vẫn còn hiệu lực — UL tiến hành kiểm tra lại định kỳ và có thể rút xếp hạng
7.2 Tác động của màu sắc đến hiệu suất FR
Hệ thống sắc tố tương tác với các chất phụ gia FR theo những cách có thể làm giảm hiệu suất của một lớp UL94 đầy đủ. Than đen (được sử dụng trong các hợp chất đen) thường cải thiện hiệu suất FR - nó thúc đẩy sự hình thành than. Các sắc tố trắng (TiO₂) có màu trung tính đến âm nhẹ. Các chất màu hữu cơ (đặc biệt là các chất màu azo màu vàng và đỏ) có thể cản trở hệ thống FR phốt pho.
Quy tắc: Luôn đánh giá hiệu suất FR trên màu sản xuất, không chỉ dữ liệu tham chiếu tự nhiên hoặc đen. Nếu khách hàng yêu cầu V-0 có nhiều màu, hãy lấy xác minh Thẻ vàng UL cho từng màu riêng biệt.
7.3 Hiệu suất của đường hàn và đường đan FR
Vùng đường hàn của bộ phận FR đúc phun thường có khả năng chống cháy giảm so với khối. Trong vùng hàn, các sợi thủy tinh thẳng hàng song song với mặt trước của dòng chảy và sự phân bổ phụ gia FR có thể không đồng đều. Việc thử nghiệm phải bao gồm các mẫu được cắt từ các vùng đường hàn cho các ứng dụng có yêu cầu nghiêm ngặt về an toàn cháy nổ.
7.4 Nghiền lại và tái chế
Các chất phụ gia FR - đặc biệt là các hệ thống halogen hóa - làm phức tạp khả năng tái chế khi hết vòng đời. Việc nghiền lại trong quy trình (rối, mầm, các bộ phận bị loại bỏ) từ các hợp chất FR brom hóa yêu cầu:
- Tỷ lệ nghiền lại tối đa: 10–15% tính theo trọng lượng — tỷ lệ cao hơn làm giảm hiệu suất FR và tăng khả năng tạo khí
- Không được trộn lẫn hỗn hợp nghiền lại giữa các nhóm hóa chất FR - nghiền lại brôm làm nhiễm bẩn các hợp chất không chứa halogen tạo ra sự không chắc chắn về tuân thủ
- Tỷ lệ nghiền lại tài liệu trong hồ sơ quy trình để truy xuất nguồn gốc
8. Xử lý sự cố: Các khiếm khuyết cấp FR thường gặp và nguyên nhân gốc rễ
| khiếm khuyết | Nguyên nhân có thể liên quan đến FR | Hành động khắc phục |
|---|---|---|
| Vệt bạc / rải rác | Độ ẩm trong hợp chất FR; phân hủy FR dễ bay hơi | Tăng thời gian/nhiệt độ sấy; giảm nhiệt độ nóng chảy; kiểm tra kho vật tư |
| Sự đổi màu vàng/nâu ở cổng | Phân hủy nhiệt FR tại vòi phun nóng | Giảm nhiệt độ vòi phun; giảm thiểu thời gian cư trú; thanh lọc thường xuyên hơn |
| Cặn trắng trên bề mặt khoang | Thăng hoa Melamine (hệ thống MC/MPP) hoặc di chuyển RDP | Làm sạch khoang bằng dung môi thích hợp; tăng tần suất làm sạch; xem xét lớp phủ DLC |
| Đốt ở vị trí điền cuối cùng | thông gió không đủ; khí thải từ quá trình phân hủy FR | Thêm hoặc đào sâu các lỗ thông hơi tại vị trí cháy; giảm tốc độ phun |
| Flash (khởi động mới) | RDP đóng vai trò là chất làm dẻo làm giảm độ nhớt | Giảm nhiệt độ nóng chảy; kiểm tra vật liệu MFI so với lô trước đó; giảm tốc độ phun |
| Giảm độ bóng | Tiền gửi khuôn từ di chuyển FR | Khoang sạch; áp dụng lớp phủ PVD hoặc DLC |
| Ảnh ngắn (previously stable tool) | Các lỗ thông hơi bị chặn do cặn FR | Làm sạch lỗ thông hơi ngay lập tức; thực hiện bảo trì lỗ thông hơi theo lịch trình |
| Tách lớp / tách lớp | Ô nhiễm xay lại không tương thích; độ ẩm | Loại bỏ ô nhiễm xay lại; xác minh sấy khô; kiểm tra chứng nhận lô |
| Lỗi thử nghiệm UL94 trên các bộ phận sản xuất | Thay đổi màu sắc mà không cần tái thẩm định; nghiền lại tỷ lệ quá mức; tường mỏng hơn chứng nhận | Xác định lại màu sắc; giảm việc xay lại; xác minh độ dày thành ở các phần mỏng |
9. Kết luận
Các loại khuôn ép phun chống cháy thể hiện sự kết hợp độc đáo giữa độ nhạy của quy trình, khả năng xâm lấn của dụng cụ và độ phức tạp tuân thủ mà nhựa nhiệt kỹ thuật tiêu chuẩn không có. Hậu quả của việc quản lý sai vật liệu FR còn vượt xa cả chất lượng bộ phận - các hợp chất FR bị xuống cấp có thể ăn mòn vít và thùng, chặn lỗ thông hơi, cặn bám trên các khoang và trong trường hợp xấu nhất tạo ra khí độc trong môi trường xử lý.
Con đường dẫn đến sản xuất loại FR đáng tin cậy là có tính hệ thống: chọn hóa chất FR phù hợp với nhiệt độ ứng dụng và yêu cầu quy định, chỉ định thép khuôn và xử lý bề mặt phù hợp với hóa chất đó, thực hiện kiểm soát quy trình và sấy khô chặt chẽ hơn, đồng thời thiết lập lịch trình bảo trì phòng ngừa có tính đến các đặc tính mài mòn và bám bẩn tăng tốc của hợp chất FR. Việc thiết kế các yếu tố này ở giai đoạn thiết kế tốn một phần chi phí so với việc sửa chúng trong sản xuất.
Bài viết liên quan:
- Đúc phun vỏ pin EV: PA66 GF50 so với PPS GF40 - Sự cân bằng kỹ thuật
- 8 vật liệu ép phun hàng đầu năm 2026
- Hướng dẫn lựa chọn thép khuôn ép phun có độ chính xác cao
- Nhấp nháy khuôn trong quá trình ép phun: Nguyên nhân, cách phòng ngừa và cách loại bỏ
- Đạt được bề mặt hoàn thiện tối ưu trong khuôn ép nhựa
Khuôn IMTEC | Nr.818 Jinyuan Road, Âm Châu, Ninh Ba, 315100, Chiết Giang, Trung Quốc | [email protected] | 86 153 5648 7586

