
Flash là một trong những lỗi phổ biến nhất trong quá trình ép phun - và là một trong những lỗi bị chẩn đoán sai nhiều nhất. Các vây mỏng của vật liệu dư thừa xuất hiện tại các đường chia tay, chốt đẩy hoặc bề mặt hạt dao thường bị đổ lỗi cho các tham số quy trình, trong khi nguyên nhân sâu xa thường là do dụng cụ. Hướng dẫn này cung cấp khung chẩn đoán có hệ thống bao gồm tất cả bảy loại nguyên nhân gốc rễ, các tiêu chuẩn phòng ngừa được định lượng và ma trận ưu tiên hành động khắc phục để loại bỏ đèn flash một cách hiệu quả.
1. Nấm mốc là gì?
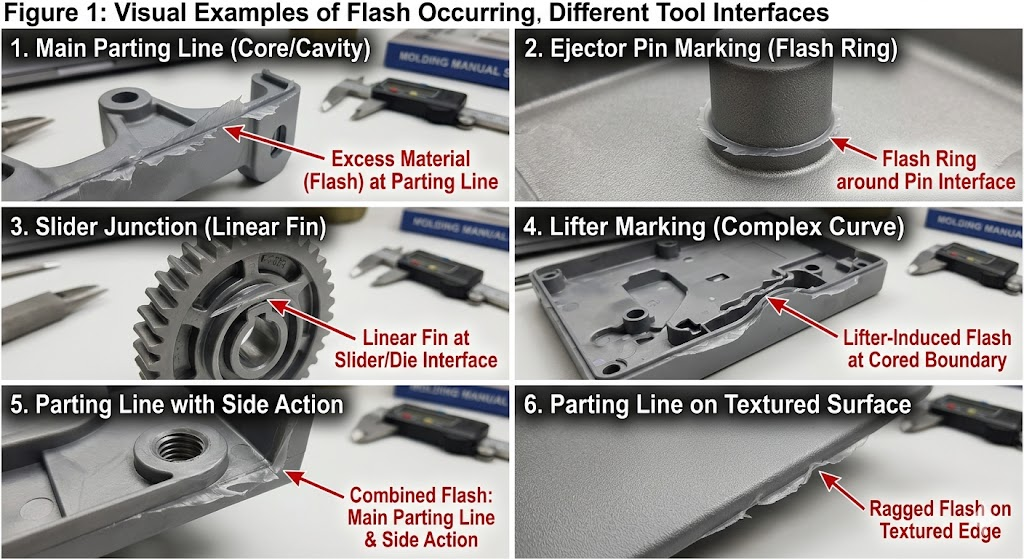
Flash (từ khác: nhấp nháy, burr) là vật liệu dư thừa thoát ra khỏi khoang khuôn thông qua bất kỳ khe hở nào trên dụng cụ trước khi đóng băng. Nó xuất hiện dưới dạng một vây mỏng, màng hoặc cạnh có lông gắn vào bộ phận tại:
- Đường chia tay - vị trí phổ biến nhất
- Giao diện pin đẩy — vòng đèn flash vòng quanh mặt chốt
- Giao diện trượt và nâng lên - các vây tuyến tính dọc theo các mặt tiếp xúc hành động bên
- Chèn ranh giới - tại các chu vi của hạt dao kim loại trong khuôn đúc hạt dao
- vị trí thông hơi - nếu lỗ thông hơi quá lớn hoặc bị xói mòn
- Bề mặt tắt - trong các tính năng cốt lõi và các lỗ xuyên qua
Flash không chỉ đơn thuần là mỹ phẩm. Nó bổ sung thêm các hoạt động cắt tỉa thứ cấp, gây rủi ro cho việc lắp ráp, tạo ra các cạnh sắc (nguy cơ gây thương tích và hư hỏng vòng đệm) và trong các ứng dụng y tế hoặc tiếp xúc với thực phẩm sẽ gây ra sự không tuân thủ quy định. Quan trọng hơn, nó báo hiệu một lỗ hổng trong hệ thống khuôn mà nếu không được xử lý sẽ ngày càng mở rộng sau mỗi lần phun.
2. Bảy loại nguyên nhân gốc rễ
Flash luôn có cùng một nguyên nhân trực tiếp - vật liệu dưới áp lực tìm thấy một khoảng trống. Nhưng nguồn gốc của khoảng cách đó được chia thành bảy loại riêng biệt, mỗi loại đòi hỏi một hành động khắc phục khác nhau.
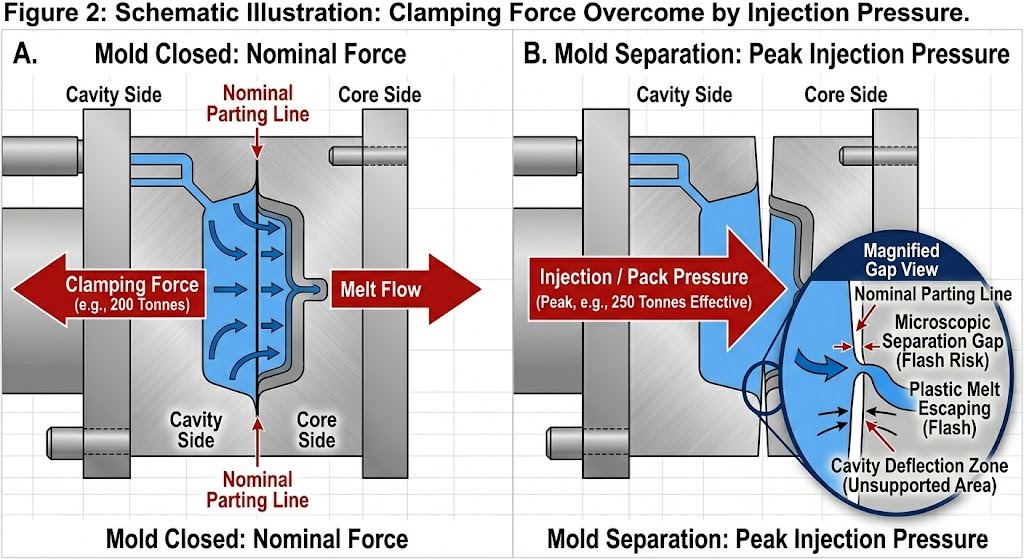
2.1 Lực kẹp không đủ
Nguyên nhân thường bị bỏ qua nhất. Nếu áp suất phun vượt quá lực kẹp hiệu quả của máy ép trên khu vực dự kiến của bộ phận và hệ thống đường dẫn, thì các tấm khuôn sẽ tách ra trong giây lát trong quá trình đổ đầy và đóng gói - tạo ra khe hở động tại đường phân khuôn.
Kiểm tra chẩn đoán:
Lực kẹp yêu cầu (tấn) = Diện tích dự kiến (cm2) × Áp suất khoang (MPa) 100Đối với bộ phận có diện tích dự kiến là 180 cm2 (bao gồm cả đường dẫn) được làm đầy ở áp suất khoang trung bình 80 MPa:
Kẹp yêu cầu = 180 × 80 100 = tối thiểu 144 tấnThêm biên độ an toàn 20–25% → tối thiểu 175–180 tấn.
Chạy bộ phận này trên máy ép 150 tấn sẽ tạo ra hiện tượng nhấp nháy đường chia tay bất kể bất kỳ điều chỉnh tham số nào khác.
Lỗi thường gặp: Chỉ tính diện tích dự kiến từ bộ phận, không bao gồm hệ thống đường chạy. Sprue, đường dẫn và cổng đóng góp đáng kể vào diện tích dự kiến và áp lực khoang.
| Chất liệu | Phạm vi áp suất khoang điển hình | Quy tắc ngón tay cái về lực kẹp |
|---|---|---|
| PP, PE (tường mỏng) | 40–80 MPa | 0,4–0,8 tấn/cm2 |
| ABS, PS | 50–90 MPa | 0,5–0,9 tấn/cm2 |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 tấn/cm2 |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 tấn/cm2 |
| PPS, LCP | 90–150 MPa | 0,9–1,5 tấn/cm2 |
| POM | 70–110 MPa | 0,7–1,1 tấn/cm2 |
2.2 Sự mài mòn hoặc hư hỏng bề mặt
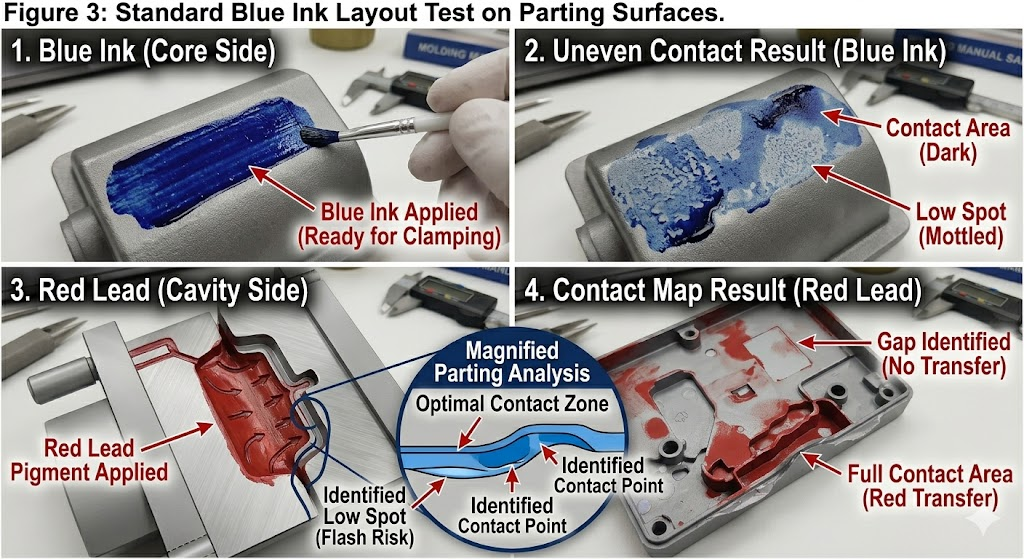
Bề mặt phân chia (PS) là lớp bịt kín chính giữa khoang và khí quyển. Bất kỳ sai lệch nào so với độ phẳng hoàn hảo - cho dù do mài mòn, hư hỏng do va chạm, xói mòn do tia lửa EDM hoặc độ cứng bề mặt không đủ - đều có thể khiến vật liệu thoát ra ngoài.
Dung sai quan trọng:
| Kích thước khuôn | Độ lệch độ phẳng PS tối đa cho phép | Độ cứng thép khuyến nghị |
|---|---|---|
| Nhỏ (<250 × 250 mm) | 0,005mm | 48–52 HRC |
| Trung bình (250–500 mm) | 0,008 mm | 48–52 HRC |
| Lớn (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
Quy trình kiểm tra: Kiểm tra chuyển mực màu xanh hoặc thước đo cảm biến quét trên toàn bộ bề mặt chia tay. Bất kỳ khe hở nào >0,010 mm trên vật liệu hàng hóa hoặc >0,005 mm trên vật liệu có độ nhớt thấp (LCP, PPS) đều là rủi ro chớp nhoáng.
Phương pháp sửa chữa theo mức độ nghiêm trọng:
| Loại sát thương | Phương pháp sửa chữa | Thời gian dẫn |
|---|---|---|
| Độ mòn nhỏ (vùng thấp <0,05 mm) | Đánh bóng lại hàn laser | 1–3 ngày |
| Độ mòn vừa phải (0,05–0,2 mm) | Máy hàn phun hoặc hàn lại TIG | 3–5 ngày |
| Thiệt hại / vết lõm do va chạm | Hàn laser EDM đánh lửa lại | 2–4 ngày |
| Độ mòn rộng (>0,2 mm) | Quét lại toàn bộ PS trên máy mài bề mặt | 3–7 ngày |
| Đèn flash lặp đi lặp lại ở cùng một vị trí | Đánh bóng lại mối hàn mặt cứng (Stellite) | 5–10 ngày |
2.3 Tốc độ hoặc áp suất phun quá mức
Ngay cả một khuôn hoàn hảo về mặt hình học cũng sẽ nhấp nháy nếu các thông số quy trình đẩy áp suất khoang vượt quá khả năng chịu lực kẹp hoặc nếu tốc độ phun đủ cao để tạo ra hiệu ứng nêm thủy lực tại đường phân khuôn trước khi trọng tải kẹp phát triển hoàn toàn.
Điều kiện quá trình gây ra flash:
- Tốc độ phun được đặt cao đến mức khoang lấp đầy <0,3 giây - mức tăng áp suất cực đại vượt quá khả năng kẹp trong giây lát
- Áp suất gói được đặt trên 80% áp suất phun trên vật liệu có độ nhớt thấp
- Thời gian giữ kéo dài hơn thời gian đóng băng cổng - áp suất tiếp tục sau khi đóng băng cổng truyền lực tới các tấm khuôn chứ không phải đóng gói bộ phận
- Nhiệt độ nóng chảy quá cao - làm giảm độ nhớt, vật liệu chảy mạnh hơn vào bất kỳ khe hở nào
Trình tự điều chỉnh quy trình (trước khi can thiệp dụng cụ):
- Giảm tốc độ tiêm với mức tăng 10% — kiểm tra xem đèn flash có giảm không
- Giảm áp suất gói xuống 60–70% áp suất nạp
- Xác minh thời gian giữ không vượt quá thời gian đóng băng cổng (sử dụng nghiên cứu đóng băng cổng)
- Giảm nhiệt độ nóng chảy xuống 5–10°C
- Nếu đèn flash vẫn tồn tại sau cả bốn lần điều chỉnh — nguyên nhân cốt lõi là do công cụ chứ không phải do quy trình
2.4 Độ nhớt của vật liệu quá thấp
Vật liệu có độ nhớt thấp chảy vào các khoảng trống mà vật liệu có độ nhớt tiêu chuẩn thu hẹp. Đây là lý do tại sao các loại PPS, LCP và PA trọng lượng phân tử thấp yêu cầu dung sai bề mặt phân chia chặt chẽ hơn so với ABS hoặc PP.
Chỉ số dòng chảy tan chảy (MFI) làm chỉ báo rủi ro chớp nhoáng:
| Phạm vi MFI (g/10 phút) | Danh mục rủi ro chớp nhoáng | Khoảng cách PS tối đa cho phép |
|---|---|---|
| < 5 | Thấp | 0,020mm |
| 5–20 | Trung bình | 0,015mm |
| 20–50 | Cao | 0,010mm |
| > 50 (ví dụ: LCP, PP thành mỏng) | Rất cao | 0,005–0,008 mm |
Sự thay đổi lô vật liệu: MFI có thể dao động ±15–25% giữa các lô trong cùng loại. Một khuôn chạy ở ngưỡng flash với một lô có thể nhấp nháy với lô tiếp theo. Luôn kiểm tra MFI đến dựa trên dữ liệu chất lượng khuôn.
2.5 Nhiệt độ khuôn quá cao
Nhiệt độ khuôn tăng cao làm giảm độ nhớt của lớp nóng chảy tiếp xúc với bề mặt phân khuôn, kéo dài khoảng thời gian trong đó vật liệu đủ lỏng để xuyên qua các khoảng trống. Điều này đặc biệt có ý nghĩa đối với:
- Vật liệu tinh thể có điểm nóng chảy mạnh (POM, PPS, PA)
- Vật liệu chạy gần giới hạn trên của phạm vi nhiệt độ khuôn khuyến nghị
- Khuôn chạy nóng nơi ngâm nhiệt đa dạng có thể nâng cao nhiệt độ tấm khuôn cục bộ
Quy tắc ngón tay cái: Cứ tăng nhiệt độ khuôn lên 10°C trên mức tối thiểu được khuyến nghị sẽ làm tăng độ nhạy chớp cháy lên khoảng một cấp độ nhớt - tương đương với mức tăng MFI 20%.
2.6 Thiếu sót trong thiết kế khuôn
Các đặc điểm hình học trong thiết kế khuôn tạo ra rủi ro chớp nhoáng vốn có:
Khoảng cách bề mặt chia tay không được hỗ trợ: Các bề mặt phân chia phẳng lớn không có trụ đỡ bị lệch dưới áp lực khoang. Một tấm khuôn không được đỡ 400 × 400 mm bằng thép P20 lệch 0,03–0,08 mm ở 80 MPa - đủ để tạo ra tia chớp trên chu vi.
Nguyên tắc thiết kế trụ đỡ: Khoảng cách không được hỗ trợ tối đa giữa các trụ đỡ = 150 mm đối với khuôn có tải trọng trung bình. Thêm trụ ở tâm 120–130 mm cho vật liệu chịu áp suất cao (PC, PPS).
Chiều rộng đất không đủ tại đường chia tay: “Vùng đất” - dải phẳng hẹp liền kề với khoang trên bề mặt phân khuôn - phải đủ rộng để chống lại biến dạng do áp suất gây ra. Chiều rộng đất tối thiểu được đề xuất:
| Chất liệu | Chiều rộng đất tối thiểu |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
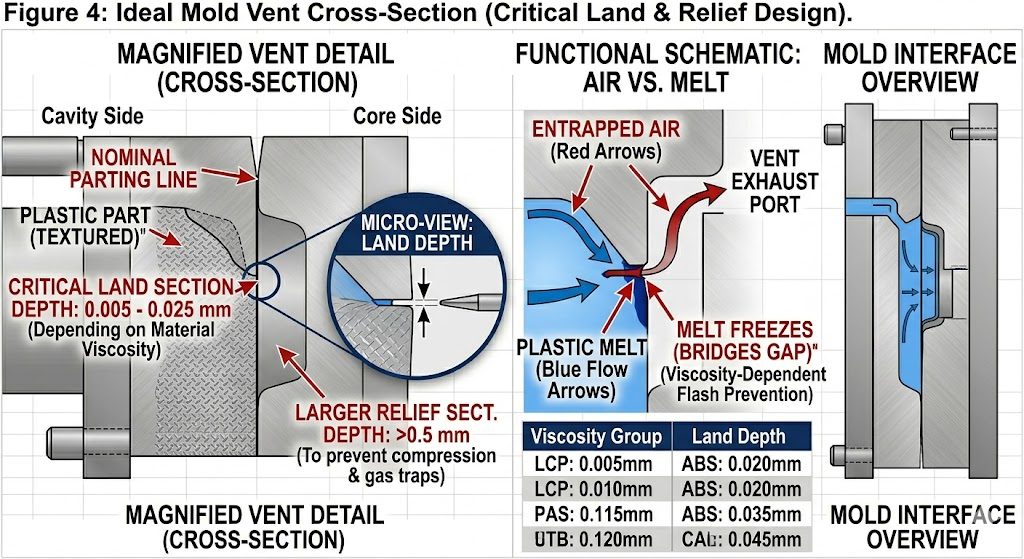
Độ sâu lỗ thông hơi quá sâu: Các lỗ thông hơi là những khoảng trống có chủ ý - nếu quá lớn, chúng sẽ trở thành bộ tạo flash. Hướng dẫn về độ sâu lỗ thông hơi tiêu chuẩn:
| Chất liệu | Độ sâu lỗ thông hơi (phần đất) | Độ sâu lỗ thông hơi (phần cứu trợ) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Các bộ phận chuyển động bị mòn hoặc lệch
Các hành động bên, bộ nâng, lực kéo lõi và chốt đẩy tạo ra các giao diện động chuyển động theo từng chu kỳ. Các giao diện này ngày càng hao mòn và là nguồn flash phổ biến nhất trong quá trình sản xuất số lượng lớn mà trước đây không có đèn flash.
Đèn flash pin đẩy: Khoảng hở giữa đường kính chốt và đường kính lỗ phải được giữ trong giới hạn chặt chẽ. Độ hở tiêu chuẩn theo vật liệu:
| Chất liệu | Khe hở chốt đẩy (mỗi bên) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Khoảng hở trên các giới hạn này tạo ra tia chớp có thể nhìn thấy được. Bên dưới chúng, các chốt bị ràng buộc và gãy. Đây là vấn đề quản lý hao mòn - độ hở của chốt phải được xác minh sau mỗi 100.000–200.000 lần chụp trên các công cụ có khối lượng lớn.
Đèn flash giao diện trượt và nâng lên: Sự mài mòn trên các tấm chống mài mòn (gibs) dẫn hướng các hành động bên cho phép mặt trượt dịch chuyển 0,01–0,05 mm so với mặt ngồi của nó - đủ để nháy. Tấm chống mòn Gib phải là bộ phận có thể thay thế được trên bất kỳ khuôn sản xuất nào, với khoảng thời gian kiểm tra được xác định trong kế hoạch bảo trì khuôn.
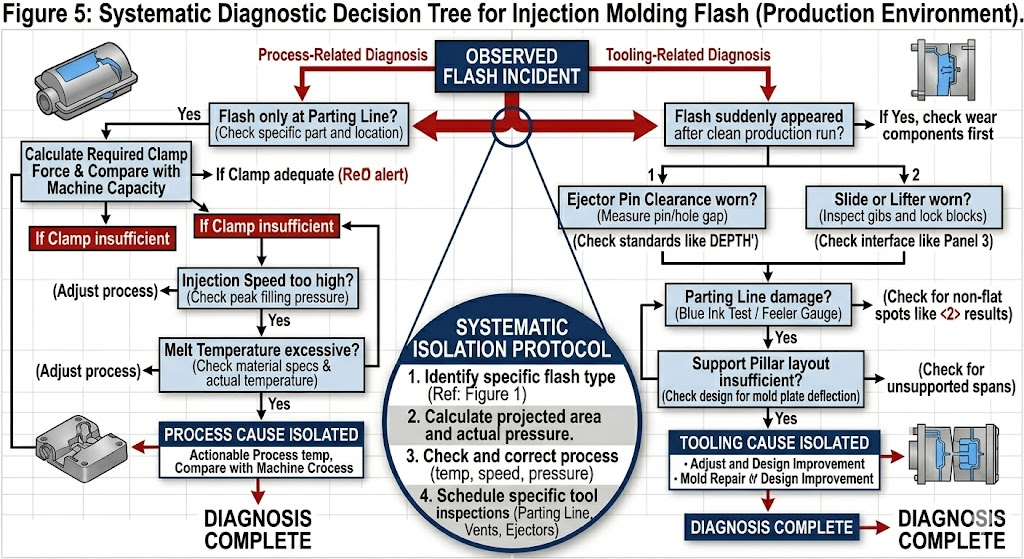
3. Cây quyết định chẩn đoán Flash
Sử dụng trình tự này để xác định nguyên nhân cốt lõi mà không cần tháo khuôn không cần thiết:
ĐÃ QUAN SÁT FLASH│├── Chỉ flash khi chia tay?│ ├── CÓ → Kiểm tra tính toán lực kẹp trước│ │ → Sau đó kiểm tra độ phẳng của PS (kiểm tra bằng mực xanh)│ │ → Sau đó giảm tốc độ phun/áp suất đóng gói│ └── KHÔNG → Tiếp tục bên dưới│├── Chỉ nháy ở chân đẩy?│ └── CÓ → Đo khe hở giữa chốt và lỗ│ → Kiểm tra chiều dài chân cắm (chân dài = áp suất tiếp xúc cao hơn)│ → Xác minh rằng tấm thu hồi tấm đẩy đã được đặt hoàn toàn trước khi đóng kẹp│├── Flash ở giao diện slide/lifter?│ └── CÓ → Kiểm tra tấm mài mòn gib (thước đo cảm biến)│ → Kiểm tra lực ngồi trượt/góc khóa│ → Kiểm tra sự tiếp xúc của khối gót chân│├── Đèn chớp ở lỗ thông hơi?│ └── CÓ → Đo độ sâu lỗ thông hơi (mục tiêu: cắt lại theo thông số kỹ thuật)│ → Kiểm tra độ xói mòn lỗ thông hơi (vật liệu chứa thủy tinh mài mòn)│├── Đèn flash đột nhiên xuất hiện sau X ảnh sản xuất sạch?│ └── CÓ → Nguyên nhân liên quan đến mài mòn (gib, bề mặt phân chia, chốt đẩy)│ → Lên lịch kiểm tra khuôn/bảo trì phòng ngừa│└── Đèn flash xuất hiện từ lần chụp khuôn mới đầu tiên? └── CÓ → Vấn đề về chất lượng thiết kế hoặc xây dựng → Kiểm tra tính toán lực kẹp → Kiểm tra chất lượng mài bề mặt chia tay → Kiểm tra bố trí trụ đỡ → Xác minh độ sâu lỗ thông hơi so với thông số kỹ thuật
4. Tiêu chuẩn phòng ngừa theo từng giai đoạn xây dựng nấm mốc
Việc ngăn chặn đèn flash hiệu quả nhất về mặt chi phí xảy ra trước khi khuôn chạy lần chụp đầu tiên.
4.1 Giai đoạn thiết kế
- Chạy mô phỏng áp suất khoang Moldflow - xác minh áp suất khoang đỉnh × diện tích dự kiến không vượt quá 80% công suất kẹp máy ép theo kế hoạch
- Thiết kế các trụ đỡ ở tâm 150 mm cho toàn bộ áp suất khoang >60 MPa
- Chỉ định chiều rộng đất tối thiểu cho mỗi loại vật liệu (Phần 2.6)
- Thiết kế độ sâu lỗ thông hơi theo đặc điểm kỹ thuật của vật liệu - không dựa vào dung sai gia công mặc định
- Chỉ định khe hở chốt đẩy trong bản vẽ khuôn - nó phải xuất hiện trên khối dung sai, không được để thợ máy phán đoán
4.2 Giai đoạn xây dựng khuôn
- Xác minh độ phẳng bề mặt phân chia trên máy mài bề mặt trước khi lắp ráp cuối cùng - đo tài liệu
- Kiểm tra mực xanh sau khi lắp ráp hoàn chỉnh - Yêu cầu tiếp xúc bề mặt phân chia 100% trước khi thử lần đầu
- Đo và ghi lại tất cả các khe hở của chốt đẩy - tối thiểu 5 chốt mẫu trên mỗi khuôn, bộ đầy đủ cho các khuôn quan trọng
- Xác minh chỗ ngồi trượt dưới tải kẹp ép trước khi tiêm lần đầu - sử dụng đất sét hoặc phim Fuji Prescale
4.3 Giai đoạn thử nghiệm bài viết đầu tiên
- Bắt đầu ở tốc độ phun 50% và áp suất gói 60% - tăng dần
- Ghi lại ranh giới trên của cửa sổ quy trình (khởi động flash) - đây là thông số xác nhận khuôn quan trọng
- Độ rộng cửa sổ xử lý tài liệu: chênh lệch giữa thời gian khởi phát ngắn và thời điểm khởi phát chớp nhoáng phải ≥15% áp suất phun đối với khuôn chắc chắn
4.4 Giai đoạn sản xuất
- Xác định khoảng thời gian bảo trì phòng ngừa cho: kiểm tra bề mặt chi tiết (cứ sau 200.000 lần chụp), đo độ mòn của gib (cứ sau 150.000 lần chụp), kiểm tra khe hở chốt đẩy (cứ sau 100.000 lần chụp đối với các công cụ có khối lượng lớn)
- Theo dõi sự cố flash theo vị trí trong hệ thống SPC — đèn flash liên tục tại một vị trí báo hiệu hao mòn trước khi nó trở thành lối thoát chất lượng
- Duy trì hồ sơ kiểm tra tài liệu đến MFI - tương quan các sự cố flash với dữ liệu MFI
5. Ma trận ưu tiên hành động khắc phục
Khi quan sát thấy đèn flash trong quá trình sản xuất, hãy sử dụng ma trận này để ưu tiên các hành động khắc phục theo chi phí và hiệu quả:
| hành động | Chi phí | Thời gian thực hiện | Hiệu quả | Ưu tiên |
|---|---|---|---|---|
| Giảm tốc độ phun/áp suất gói | số không | ngay lập tức | Cao (if process-caused) | thứ nhất |
| Xác minh mức độ phù hợp của lực kẹp - chuyển sang máy ép lớn hơn | Thấp | Cùng ca | Chắc chắn cho đèn flash do kẹp gây ra | thứ 2 |
| Kiểm tra mực xanh - xác định khoảng cách tiếp xúc PS | Thấp | 2–4 giờ | Chẩn đoán, không khắc phục | thứ 3 |
| Sửa chữa mối hàn laser các điểm PS thấp | Trung bình | 1–3 ngày | vĩnh viễn cho đèn flash do mài mòn | thứ 4 |
| Thay thế các tấm gib bị mòn | Thấp–Medium | 4–8 giờ | Vĩnh viễn cho đèn flash trượt | thứ 5 |
| Thay thế các chân đẩy (khoảng trống quá lớn) | Thấp | 4–8 giờ | vĩnh viễn cho pin flash | thứ 6 |
| Mài lại bề mặt chia tay | Trung bình | 3–7 ngày | Thường xuyên bị hao mòn PS trên diện rộng | thứ 7 |
| Thêm trụ đỡ (thiếu thiết kế) | Cao | 2–4 tuần | Vĩnh viễn đối với đèn flash do lệch | ngày 8 |
| Tăng độ cứng của thép (lắp lại thép cứng hơn) | Cao | 3–6 tuần | Chống mài mòn lâu dài | ngày 9 |
6. Các trường hợp đặc biệt: Vật liệu có rủi ro chớp cháy cao
PPS và LCP
Cả hai vật liệu đều có độ nhớt nóng chảy thấp hơn ABS 3–5× ở nhiệt độ xử lý. Họ sẽ tìm và khai thác bất kỳ khoảng trống nào mà vật liệu tiêu chuẩn thu được. Khuôn chạy PPS hoặc LCP phải được xây dựng để có dung sai chặt chẽ hơn ngay từ đầu — việc trang bị thêm khuôn có dung sai tiêu chuẩn để chạy PPS hiếm khi tiết kiệm chi phí.
Yêu cầu bắt buộc:
- Thép khoang S136 hoặc 420SS (ăn mòn và độ cứng)
- Độ phẳng bề mặt phân chia 0,005 mm
- Độ hở của chốt đẩy 0,006 mm mỗi bên
- Độ sâu lỗ thông hơi ≤0,008 mm phần đất
- Trụ đỡ ở tâm tối đa 120 mm
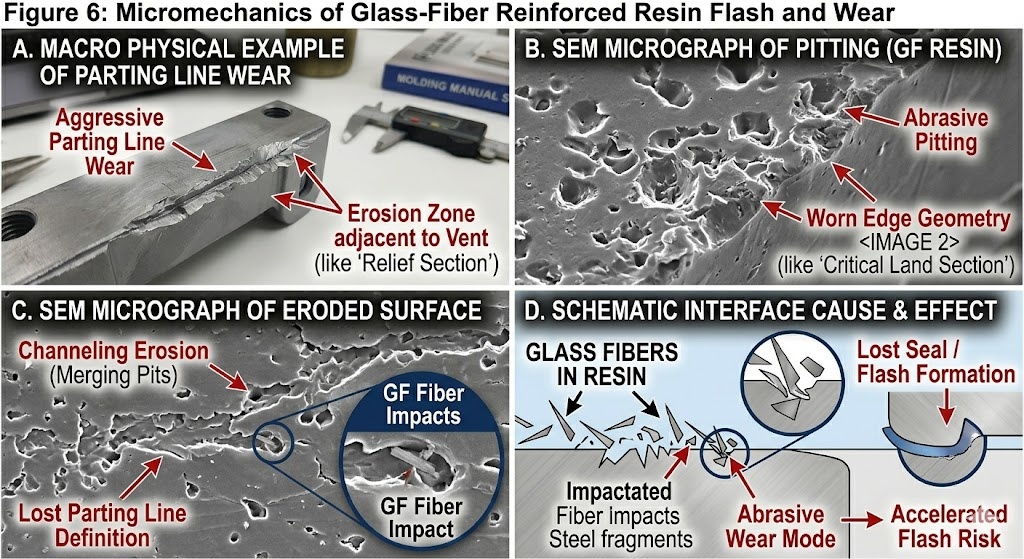
Các lớp phủ đầy thủy tinh (GF30 trở lên)
Sợi thủy tinh có tính mài mòn. Các bề mặt phân chia, lỗ thông hơi và lỗ chốt đẩy đều bị mòn nhanh hơn trong quá trình sản xuất chứa đầy GF so với các loại không được lấp đầy. Khoảng thời gian bảo trì nên giảm 30–40% so với lịch trình vật liệu chưa được lấp đầy. Nên sử dụng thép cứng ( ≥50 HRC) tại các vị trí có độ mòn cao (khu vực cổng, đường phân chia liền kề với cổng).
Bộ phận thành mỏng (tường <1,0 mm)
Các bộ phận có thành mỏng yêu cầu tốc độ và áp suất phun cao - đẩy áp suất khoang đến giới hạn trên của khả năng kẹp ép. Khoảng cách xử lý giữa chụp ngắn và nháy rất hẹp (đôi khi <5% áp suất phun). Những khuôn này yêu cầu:
- Bề mặt chia tay chính xác (độ phẳng .005 mm)
- Báo chí lớn hơn so với tính toán kẹp gợi ý (thêm 30% lề)
- Cảm biến áp suất khoang thời gian thực - điều khiển máy ép vòng kín để tránh nhấp nháy
7. Chi phí của Flash: Tại sao việc loại bỏ lại được trả tiền
Flash hiếm khi được tính giá chính xác trong hệ thống chất lượng. Chi phí thực tế bao gồm:
| Chi phí Element | Phạm vi điển hình cho mỗi phần | Ghi chú |
|---|---|---|
| Lao động cắt tỉa | $0,05–$0,40 | Phụ thuộc vào vị trí flash và khả năng tiếp cận |
| Hao mòn dụng cụ do đèn flash (hư hỏng PS tăng tốc) | 0,01 USD– 0,05 USD khấu hao | Flash mài mòn PS, tạo ra một chu kỳ ngày càng tồi tệ |
| Tỷ lệ phế liệu tăng (đèn flash khiến bộ phận bị loại bỏ) | 1–5% giá trị sản xuất | Caoer for tight-tolerance parts |
| Dây chuyền lắp ráp bị dừng (đèn flash gây ra sự cố lắp ráp) | Biến | Có thể kích hoạt yêu cầu bồi hoàn của khách hàng |
| Khách hàng trả lại/lỗi trường | Cao | Đặc biệt để bịt kín bề mặt |
| Thời gian ngừng sửa chữa khuôn | $500–$5.000 mỗi sự cố | Cộng thêm cơ hội sản xuất bị mất |
Đối với một bộ phận có khối lượng trung bình ở mức 500.000 bộ phận/năm với chi phí cắt tỉa là 0,20 USD/bộ phận và 2% phế liệu liên quan đến flash, chi phí hàng năm cho bộ phận flash chưa được giải quyết vượt quá 150.000 USD - cao hơn nhiều so với chi phí sửa chữa bề mặt chi tiết thích hợp hoặc chương trình bảo dưỡng khuôn.
8. Kết luận
Flash là một triệu chứng, không phải là nguyên nhân gốc rễ. Việc giải quyết nó vĩnh viễn đòi hỏi phải xác định loại nào trong số bảy loại nguyên nhân gốc rễ - lực kẹp, tình trạng bề mặt phân chia, thông số quy trình, độ nhớt vật liệu, nhiệt độ khuôn, thiếu sót trong thiết kế hoặc hao mòn thành phần - là nguyên nhân thực sự. Chỉ điều chỉnh quy trình sẽ tạm thời ngăn chặn đèn flash; việc chỉnh sửa dụng cụ và thiết kế sẽ loại bỏ nó vĩnh viễn.
Chiến lược tiết kiệm chi phí nhất là phòng ngừa: thiết kế các bề mặt phân chia, cấu trúc hỗ trợ và hình dạng lỗ thông hơi theo thông số kỹ thuật chính xác cho vật liệu cụ thể đang được vận hành và thực hiện chương trình bảo trì phòng ngừa có cấu trúc để ngăn chặn sự mài mòn trước khi nó trở thành một lối thoát có chất lượng.
Bài viết liên quan:
- Hiểu thế nào là một bước ngắn trong quá trình ép phun: Nguyên nhân, giải pháp và cách phòng ngừa
- Kiểm soát co ngót và cong vênh trong ép phun: Hướng dẫn kỹ thuật dành cho OEM
- Làm lại khuôn ép: Bạn có thể chuyển đổi công cụ 2 khoang thành 4 khoang không?
- Hướng dẫn cơ bản về sửa chữa khuôn ép: Kỹ thuật hàn laser và xử lý bề mặt
- Hướng dẫn lựa chọn thép khuôn ép phun có độ chính xác cao
Khuôn IMTEC | Nr.818 Jinyuan Road, Âm Châu, Ninh Ba, 315100, Chiết Giang, Trung Quốc | [email protected] | 86 153 5648 7586

