
Trong thế giới sản xuấtThì Đúc phun là một quá trình mạnh mẽ được sử dụng để tạo ra mọi thứ, từ bảng điều khiển xe hơi đến mũ chai. Tuy nhiên, ngay cả với công nghệ hiện đại, các khiếm khuyết có thể xảy ra. Một trong những điều phổ biến nhất và bực bội trong số này là bắn ngắn . Khiếm khuyết này không chỉ trông xấu; Nó tạo ra một phần phi chức năng, dẫn đến vật liệu lãng phí, sự chậm trễ sản xuất và chi phí cao hơn. Hiểu lý do tại sao các bức ảnh ngắn xảy ra và làm thế nào để khắc phục chúng là điều cần thiết cho bất kỳ ai liên quan đến sản xuất phần nhựa. Hướng dẫn này sẽ hướng dẫn bạn thông qua các nguyên nhân, giải pháp và phương pháp phòng ngừa để giúp bạn sản xuất các bộ phận chất lượng cao, hoàn thành mỗi lần.
Một phát bắn ngắn trong ép phun là gì?
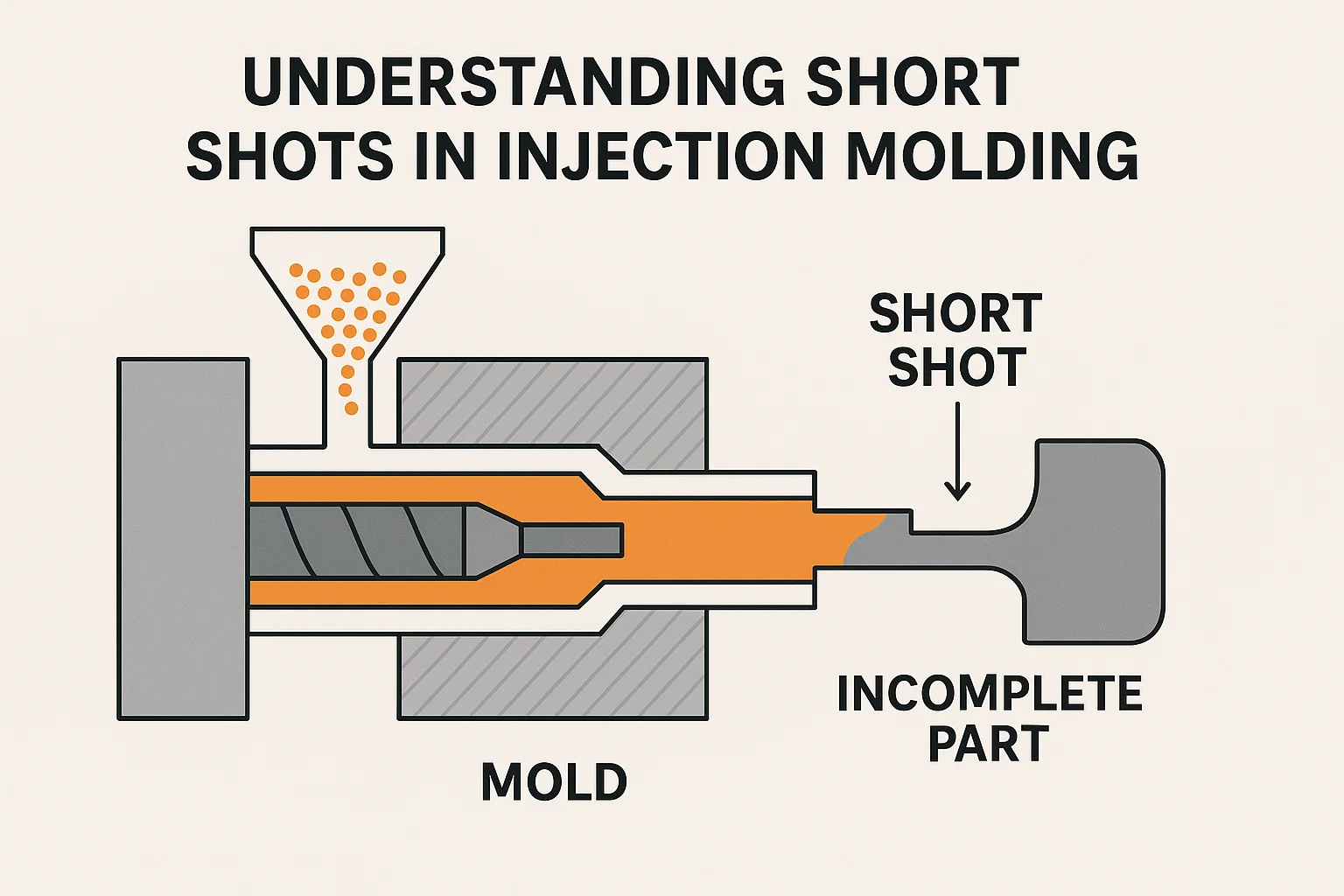
Đơn giản chỉ cần đặt, a bắn ngắn là một khiếm khuyết đúc trong đó nhựa nhựa nóng chảy không hoàn toàn lấp đầy khoang khuôn. Thay vì một phần hoàn chỉnh, hoàn hảo, bạn kết thúc với một thành phần không đầy đủ hoặc "ngắn". Nó giống như cố gắng lấp đầy một ly với nước nhưng chạy ra ngoài trước khi kính đầy. Kết quả là một phần bị thiếu các phần, thường là tại các điểm xa nhất từ nơi nhựa được tiêm. Trực quan, một phát bắn ngắn có thể xuất hiện dưới dạng một phần được hình thành một phần, hoặc nó có thể có một cạnh tròn mượt mà trong đó dòng nhựa dừng đột ngột. Bởi vì một cảnh quay ngắn là một phần không đầy đủ, nó ngay lập tức không thể sử dụng và phải bị loại bỏ. Nó thường là một triệu chứng của các vấn đề tiềm ẩn với máy, nấm mốc hoặc vật liệu cần được chẩn đoán và sửa chữa.
Điều gì gây ra ảnh ngắn?
Chẩn đoán một phát bắn ngắn đòi hỏi một cách tiếp cận có hệ thống, vì nguyên nhân có thể xuất phát từ một số lĩnh vực khác nhau của quá trình ép phun. Các vấn đề phổ biến nhất có thể được truy nguyên từ vật liệu, cài đặt máy hoặc chính thiết kế khuôn.
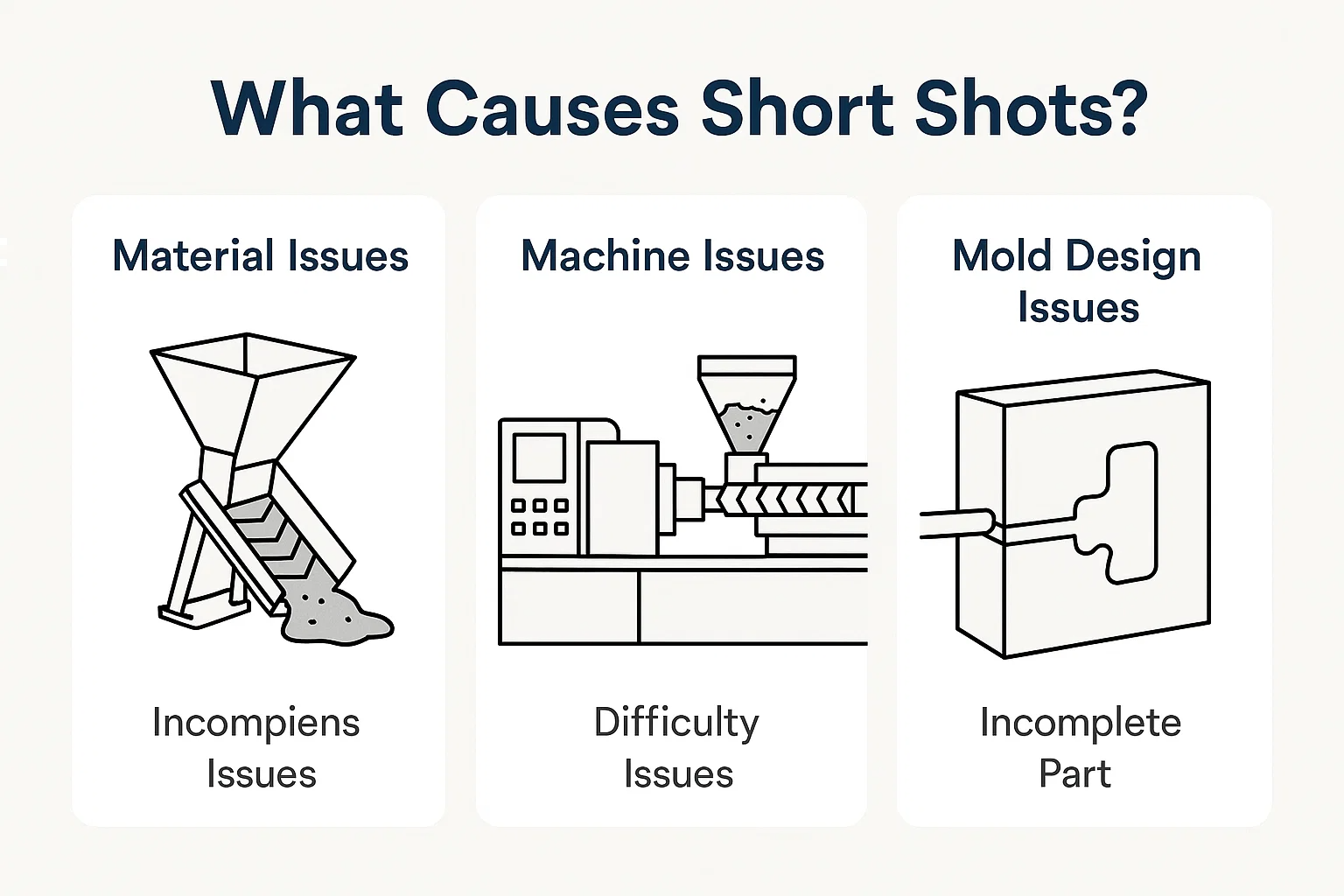
1. Các vấn đề vật chất
Rất nhựa bạn đang đúc có thể là nguyên nhân gốc của một cảnh quay ngắn. Các vấn đề với trạng thái hoặc sự chuẩn bị của nhựa có thể ngăn nó chảy chính xác vào khuôn.
-
Không đủ tài liệu: Nguyên nhân đơn giản nhất chỉ đơn giản là không có đủ nhựa để lấp đầy khuôn. Điều này có thể xảy ra nếu vít của máy ép phun không tiến xa để đẩy khối lượng nhựa cần thiết hoặc nếu có sự tắc nghẽn trong hệ thống thức ăn.
-
Giải pháp: Kiểm tra phễu vật liệu của máy và cơ chế cho ăn để đảm bảo nó không trống hoặc bị chặn. Tăng kích thước bắn trên bảng điều khiển của máy để cung cấp một khối lượng vật liệu lớn hơn.
-
-
Nhiệt độ nóng chảy không chính xác: Nếu nhựa không được làm nóng đến nhiệt độ thích hợp, độ nhớt của nó (khả năng chống lại dòng chảy của nó) sẽ quá cao. Một cuộc tan chảy dày, "lạnh" đấu tranh để chảy qua các vận động viên và cổng hẹp và có thể củng cố trước khi nó có thể lấp đầy toàn bộ khoang.
-
Giải pháp: Tham khảo dữ liệu của nhà cung cấp vật liệu cho phạm vi nhiệt độ tan chảy được đề xuất. Điều chỉnh nhiệt độ của thùng và vòi phun trên máy để tăng nhiệt độ của nhựa và giảm độ nhớt của nó.
-
-
Độ nhớt vật liệu: Ngay cả ở nhiệt độ chính xác, một số nhựa vốn đã nhớt hơn (dày hơn) so với các loại khác. Các vật liệu như polycarbonate và polystyrene có tác động cao có thể dễ bị ảnh ngắn hơn do đặc điểm dòng chảy của chúng. Ngoài ra, độ ẩm trong nhựa hút ẩm (những chất hấp thụ nước, như nylon) có thể khiến chúng xuống cấp và mất tính chất dòng chảy của chúng.
-
Giải pháp: Đảm bảo vật liệu được sấy khô đúng cách trước khi sử dụng theo thông số kỹ thuật của nhà sản xuất. Cân nhắc sử dụng mức độ nhớt thấp hơn của cùng một vật liệu, hoặc một vật liệu khác hoàn toàn với các đặc điểm dòng chảy tốt hơn.
-
2. Vấn đề máy
Các cài đặt trên máy ép phun của bạn là rất quan trọng. Ngay cả với vật liệu và khuôn phù hợp, các thông số không chính xác có thể dễ dàng dẫn đến một cảnh quay ngắn.
-
Áp lực tiêm không đủ Áp lực là lực đẩy nhựa nóng chảy vào khuôn. Nếu áp suất phun quá thấp, nhựa sẽ không có đủ lực để di chuyển đến đầu xa nhất của khoang.
-
Giải pháp: Tăng cài đặt áp lực phun trên máy. Đây thường là giải pháp đầu tiên và đơn giản nhất để thử. Tuy nhiên, hãy thận trọng khi không sử dụng áp lực quá mức, vì nó có thể gây ra các khiếm khuyết khác như Flash.
-
-
Tốc độ tiêm không chính xác: Tốc độ mà nhựa được tiêm cũng đóng một vai trò quan trọng. Nếu tốc độ quá chậm, nhựa có thể bắt đầu nguội và củng cố sớm trước khi khoang đầy. Điều này đặc biệt đúng với các bộ phận vách mỏng.
-
Giải pháp: Tăng tốc độ tiêm. Tốc độ tiêm nhanh hơn có thể giúp nhựa đạt đến tất cả các phần của khuôn trước khi nó mất nhiệt và độ nhớt.
-
-
Vấn đề thông gió: Khi nhựa lấp đầy khuôn, không khí bị mắc kẹt bên trong phải có cách thoát. Nếu các lỗ thông hơi của khuôn bị chặn hoặc có kích thước không đúng cách, không khí bị mắc kẹt sẽ tạo ra một áp lực chống lại dòng nhựa, "rút ngắn" hiệu quả bắn.
-
Giải pháp: Làm sạch lỗ thông hơi của khuôn và các đường chia tay. Đảm bảo độ sâu của lỗ thông hơi là chính xác (thường là 0,0005 đến 0,001 inch hoặc 0,013 đến 0,025 mm). Cân nhắc thêm lỗ thông hơi bổ sung hoặc hệ thống thông hơi chân không cho các khuôn phức tạp.
-
3. Các vấn đề về thiết kế khuôn
Ngay cả với các thiết lập vật liệu và máy hoàn hảo, một khuôn được thiết kế kém có thể khiến nó không thể tạo ra một phần hoàn chỉnh. Những vấn đề này thường là thách thức nhất để giải quyết vì chúng yêu cầu sửa đổi vật lý cho công cụ.
-
Kích thước cổng và vị trí: Cổng là lỗ mở mà qua đó nhựa nóng chảy đi vào khoang khuôn.
-
Kích thước cổng: Nếu cổng quá nhỏ, nó có thể hoạt động như một hạn chế, ngăn đủ vật liệu chảy vào khoang. Ma sát từ một cổng nhỏ cũng có thể làm cho vật liệu nguội sớm.
-
Giải pháp: Phóng to kích thước cổng. Một cổng rộng hơn hoặc dày hơn cho phép một dòng nhựa nhanh hơn và hiệu quả hơn.
-
-
Vị trí cổng: Một cổng nằm không đúng cách cũng có thể dẫn đến một phát bắn ngắn, đặc biệt nếu nó cách xa các khu vực cần được lấp đầy cuối cùng. Điều này làm tăng chiều dài dòng chảy và nguy cơ làm mát nhựa trước khi nó đến cuối khoang.
-
Giải pháp: Di chuyển cổng đến một vị trí trung tâm hoặc tối ưu hơn để đảm bảo tất cả các khu vực của bộ phận có thể được lấp đầy đều. Đối với các phần phức tạp, nhiều cổng có thể là cần thiết.
-
-
-
Thiết kế hệ thống chạy bộ: Hệ thống Runner là một mạng lưới các kênh hướng nhựa từ vòi của máy đến cổng.
-
Kích thước và bố cục của người chạy: Một hệ thống chạy quá nhỏ hoặc quá dài có thể gây ra sự sụt giảm áp lực đáng kể, có nghĩa là không có đủ lực để đẩy nhựa đến cuối khoang khuôn.
-
Giải pháp: Tăng đường kính của các vận động viên để giảm tổn thất áp lực và cải thiện dòng chảy. Thiết kế lại bố cục người chạy để trực tiếp và cân bằng hơn, đảm bảo tất cả các hốc (trong khuôn đa dạng) lấp đầy với cùng một tốc độ.
-
-
-
Độ dày tường: Các phần tường mỏng trên một thiết kế một phần có thể là một nguyên nhân chính của các bức ảnh ngắn. Nhựa nóng chảy làm mát rất nhanh, và nếu nó phải chảy qua một khu vực rất mỏng, nó có thể củng cố trước khi nó đến phía bên kia, tạo ra một phần không hoàn chỉnh.
-
Giải pháp: Sửa đổi thiết kế bộ phận để tăng độ dày tường trong các khu vực có vấn đề. Mặc dù điều này có thể không phải lúc nào cũng có thể, nhưng đó là một cân nhắc quan trọng trong giai đoạn thiết kế ban đầu. Đối với các khuôn hiện tại, bạn có thể cần sử dụng vật liệu chất lỏng hơn, nhiệt độ cao hơn hoặc tốc độ phun nhanh hơn để bù.
-
Cách xác định các bức ảnh ngắn
Xác định một cảnh quay ngắn thường đơn giản, vì nó là một khiếm khuyết rất rõ ràng. Tuy nhiên, một cách tiếp cận có hệ thống giúp xác nhận vấn đề và xác định chính xác vị trí của nó, điều này rất quan trọng để khắc phục sự cố hiệu quả.
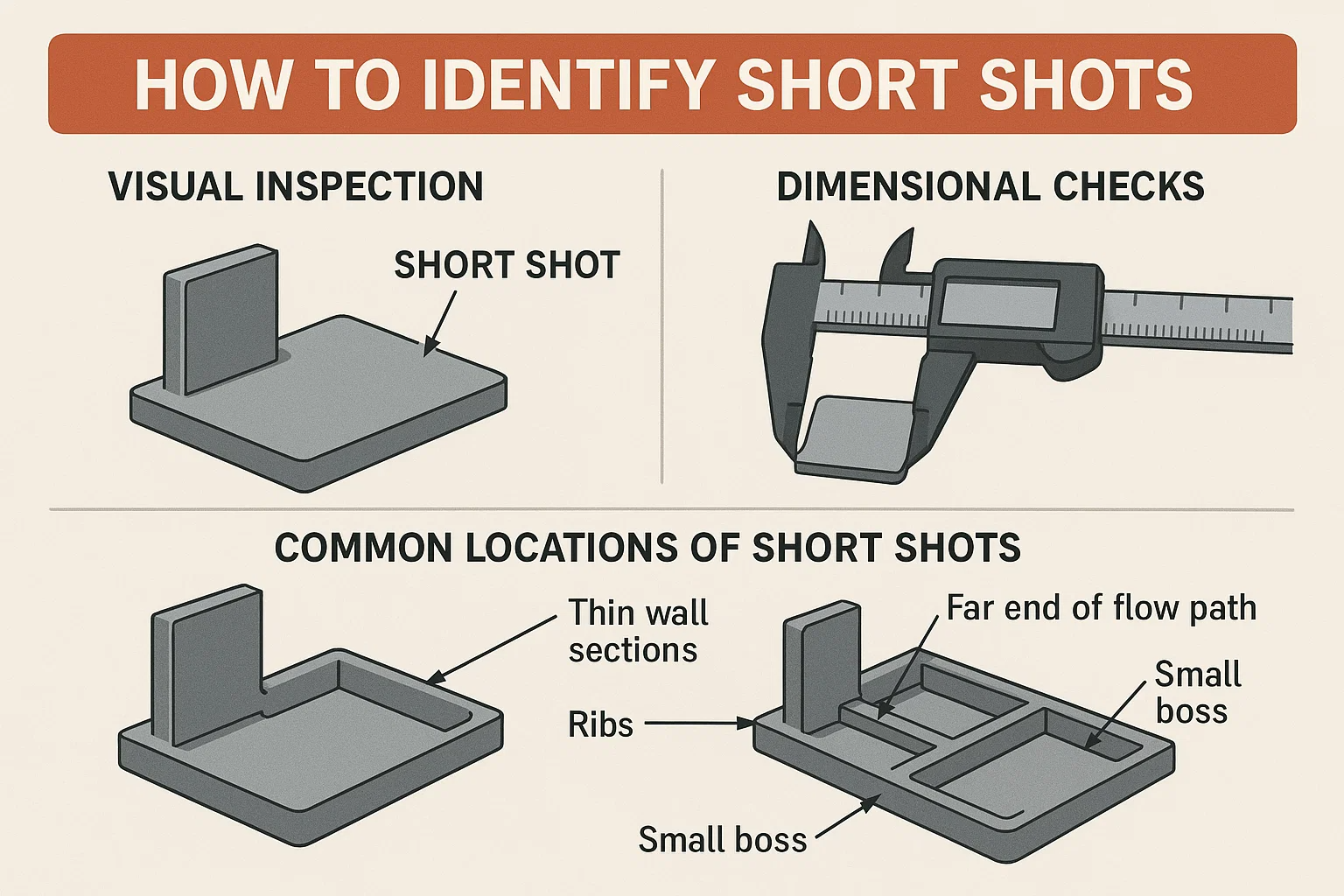
Kiểm tra trực quan
Cách phổ biến nhất để phát hiện ra một cảnh quay ngắn là thông qua kiểm tra trực quan nhanh. Một phát bắn ngắn là ngay lập tức rõ ràng vì phần không đầy đủ. Bạn sẽ nhận thấy rằng các phần của phần bị thiếu hoặc phần kết thúc đột ngột với một cạnh tròn, chưa hoàn thành nơi dòng nhựa dừng lại. Đây thường là một bề mặt cong, mịn vì sức căng bề mặt của nhựa nóng chảy khiến nó bị kéo lại một chút khi nó đông cứng. Đây là một dấu hiệu nhận biết rằng khoang khuôn không được lấp đầy.
Kiểm tra kích thước
Mặc dù kiểm tra trực quan thường là đủ, việc thực hiện kiểm tra kích thước có thể cung cấp thông tin cụ thể hơn, đặc biệt là đối với các phần có hình học phức tạp. Nếu bạn có một phần trông hầu hết Hoàn thành nhưng bạn không chắc chắn, đo chiều dài, chiều rộng và chiều cao của nó. Một phát bắn ngắn sẽ không đáp ứng các kích thước cần thiết, vì phần sẽ không lấp đầy toàn bộ khoang khuôn. Đối với các bộ phận có tường mỏng, lúc đầu một phát ngắn có thể không rõ ràng, nhưng kiểm tra chiều sẽ xác nhận vấn đề.
Các vị trí phổ biến của các bức ảnh ngắn
Những bức ảnh ngắn hầu như luôn luôn xảy ra tại Kết thúc đường dẫn dòng chảy , đó là điểm xa nhất từ cổng nơi nhựa đi vào khoang. Nhựa nóng chảy mất nhiệt và áp lực khi nó di chuyển, vì vậy các khu vực cuối cùng được lấp đầy là dễ bị ảnh hưởng nhất. Những khu vực này thường là:
-
Các phần tường mỏng.
-
Xương sườn hoặc các ông chủ nhỏ.
-
Các tính năng là một khoảng cách xa từ cổng.
-
Các khu vực có nghèo hoặc không có lỗ thông hơi.
Bằng cách biết nơi để xem, bạn có thể nhanh chóng xác nhận một phát bắn ngắn và bắt đầu liên kết nó với các nguyên nhân tiềm năng được thảo luận trước đó.
Giải pháp cho những bức ảnh ngắn
Giải quyết một phát bắn ngắn đòi hỏi một cách tiếp cận chiến lược. Thường tốt nhất là bắt đầu với các giải pháp dễ nhất và hiệu quả nhất trước khi chuyển sang các giải pháp phức tạp và đắt tiền hơn. Bắt đầu với cài đặt máy, sau đó xem xét vật liệu, và cuối cùng, nhìn vào chính khuôn.
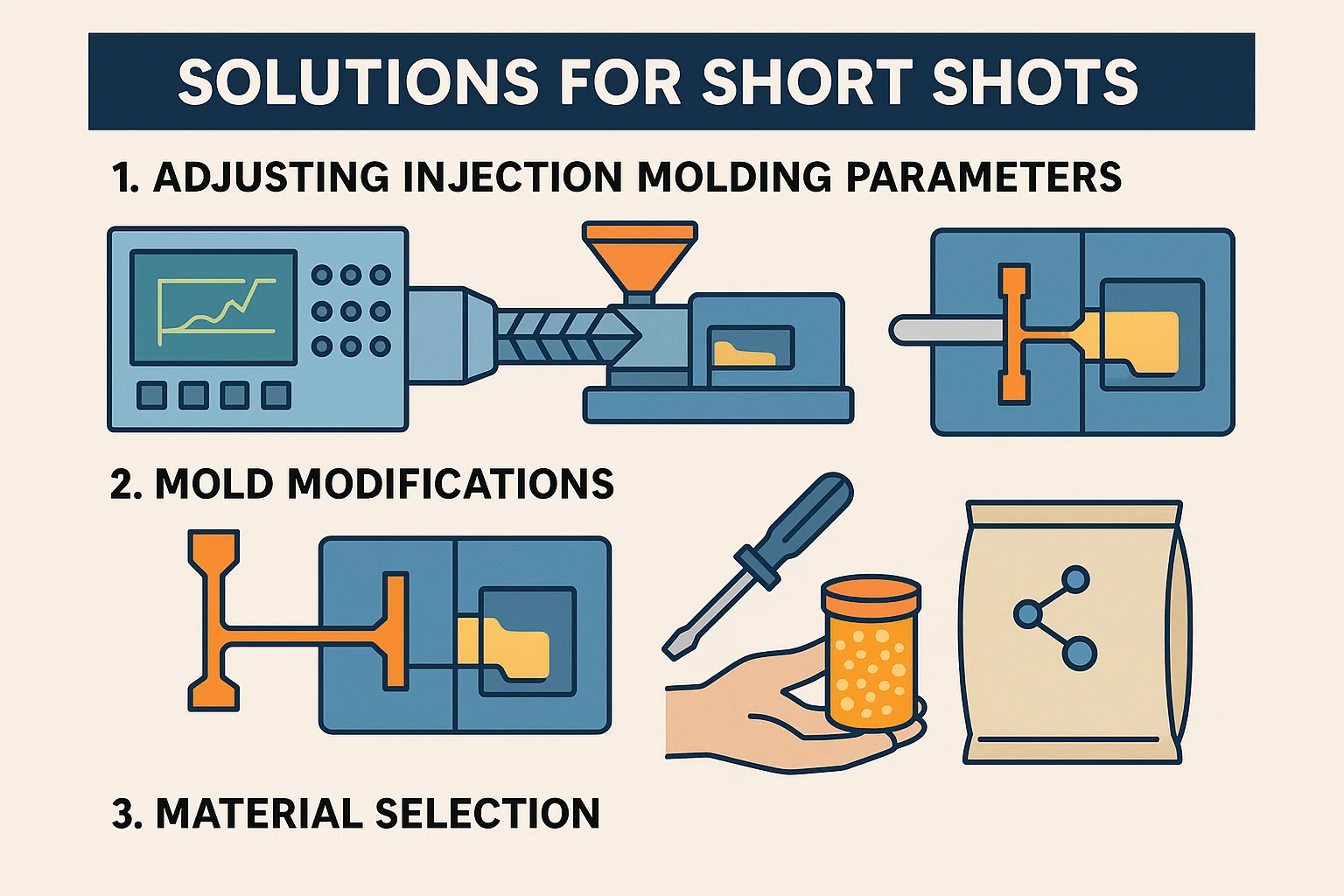
1. Điều chỉnh các thông số đúc phun
Cách nhanh nhất và phổ biến nhất để khắc phục một phát ngắn là bằng cách điều chỉnh cài đặt của máy. Những thay đổi này thường có thể được thực hiện trên bảng điều khiển mà không dừng sản xuất lâu dài.
-
Tăng áp lực tiêm: Đây thường là giải pháp đầu tiên và hiệu quả nhất. Bằng cách tăng áp lực, bạn cung cấp cho nhựa nóng chảy nhiều lực hơn để đi qua khuôn, giúp nó lấp đầy ngay cả những khu vực khó tiếp cận nhất. Tăng áp suất theo gia số nhỏ (ví dụ: 50-100 psi) cho đến khi phần hoàn thành.
-
Tối ưu hóa tốc độ tiêm: Tốc độ phun nhanh hơn có thể giúp lấp đầy khuôn trước khi nhựa có cơ hội nguội và củng cố. Điều này đặc biệt quan trọng đối với các bộ phận vách mỏng hoặc những người có đường dẫn dài. Giống như với áp lực, tăng tốc độ dần dần để tránh các khiếm khuyết khác như flash hoặc vết bỏng.
-
Sửa đổi nhiệt độ tan chảy: Nhiệt độ tan chảy cao hơn sẽ làm giảm nhựa Độ nhớt , làm cho nó chảy dễ dàng hơn. Kiểm tra biểu dữ liệu của vật liệu cho phạm vi nhiệt độ được đề xuất và tăng nhiệt độ thùng và vòi phun để cải thiện tính lưu động. Đây có thể là một giải pháp rất hiệu quả, nhưng hãy chú ý không làm quá nóng vật liệu, có thể gây ra sự xuống cấp.
2. Sửa đổi khuôn
Nếu các tham số máy điều chỉnh không giải quyết vấn đề, vấn đề có thể là với chính khuôn. Những giải pháp này yêu cầu tắt máy và sửa đổi vật lý công cụ. Trong khi tốn kém hơn, họ cung cấp một sửa chữa dài hạn.
-
Điều chỉnh cổng và người chạy: Kích thước và thiết kế của cổng và người chạy là rất quan trọng cho dòng chảy thích hợp. Nếu chúng quá nhỏ, chúng có thể hạn chế dòng nhựa. Mở rộng cổng hoặc mở rộng các vận động viên sẽ cho phép nhiều vật liệu chảy vào khoang với ít điện trở hơn. Đối với khuôn đa dạng, cân bằng các vận động viên cũng là chìa khóa để đảm bảo mỗi khoang lấp đầy đều.
-
Cải thiện thông gió: Không khí bị mắc kẹt trong khuôn có thể hoạt động như một cái đệm, ngăn chặn nhựa lấp đầy khoang. Làm sạch lỗ thông hơi hiện có là bước đầu tiên đơn giản. Nếu vấn đề vẫn còn, một nhà sản xuất khuôn có thể cần thêm lỗ thông hơi bổ sung vào khuôn tại các điểm xảy ra bắn ngắn. Trong một số trường hợp, một Hệ thống thông hơi chân không Có thể được lắp đặt để chủ động kéo không khí ra khỏi khuôn.
-
Cải tiến hệ thống sưởi ấm: Đối với các khuôn phức tạp hoặc các bộ phận có thành dày, một Hệ thống chạy bộ nóng có thể được sử dụng. Không giống như người chạy lạnh, những người chạy nóng giữ nhựa nóng chảy ngay đến cổng, loại bỏ sự cần thiết phải hâm nóng và đảm bảo nhiệt độ phù hợp hơn và dòng chảy dễ dàng hơn.
3. Lựa chọn vật liệu
Đôi khi, giải pháp đơn giản nhất là chuyển đổi vật liệu hoặc đảm bảo công cụ hiện tại được chuẩn bị đúng.
-
Chọn đúng cấp vật liệu: Trong một loại nhựa duy nhất, có các loại khác nhau với các thuộc tính dòng chảy khác nhau. Nếu bạn đang sử dụng một vật liệu có tốc độ dòng chảy thấp (MFR), hãy xem xét chuyển sang cấp MFR cao hơn, được thiết kế để chảy dễ dàng hơn.
-
Kỹ thuật sấy vật liệu: Nhiều loại nhựa hút ẩm (như nylon, abs và polycarbonate) hấp thụ độ ẩm từ không khí. Khi đúc, độ ẩm này chuyển sang hơi nước, có thể cản trở dòng nhựa và gây ra các bức ảnh ngắn. Luôn đảm bảo vật liệu của bạn được sấy khô đúng cách trong không khí nóng hoặc máy sấy hút ẩm trước khi chế biến.
Ngăn chặn các bức ảnh ngắn
Cách tốt nhất để đối phó với một phát bắn ngắn là ngăn chặn nó xảy ra ngay từ đầu. Các biện pháp chủ động trong các giai đoạn thiết kế và bảo trì có thể tiết kiệm thời gian và tiền bạc đáng kể.
-
Thiết kế cho các nguyên tắc sản xuất (DFM): Đây là một bước đầu tiên quan trọng. DFM liên quan đến việc thiết kế một phần với quá trình sản xuất trong tâm trí. Khi nói đến việc ép phun, điều này có nghĩa là:
-
Độ dày tường thống nhất: Tránh những thay đổi đáng kể về độ dày tường. Điều này đảm bảo các luồng nhựa và nguội với tốc độ nhất quán, ngăn chặn các bức ảnh ngắn trong các phần mỏng.
-
Thiết kế sườn và trùm thích hợp: Đảm bảo rằng xương sườn, ông chủ và các tính năng khác được thiết kế với các góc và phi lê nháp thích hợp để tạo điều kiện cho dòng nhựa dễ dàng và ngăn chặn bẫy không khí.
-
Giảm thiểu độ dài dòng chảy: Thiết kế phần để nhựa không phải di chuyển quá xa từ cổng, giảm nguy cơ làm mát sớm.
-
-
Bảo trì máy thường xuyên: Một máy được bảo trì tốt là một máy đáng tin cậy. Thường xuyên kiểm tra và phục vụ máy ép phun của bạn có thể ngăn chặn nhiều vấn đề dẫn đến các bức ảnh ngắn.
-
Vòi phun sạch và thùng: Đảm bảo không có tắc nghẽn hoặc tích tụ nhựa hóa rắn có thể hạn chế dòng vật liệu.
-
Kiểm tra các dải nóng và cặp nhiệt điện: Xác minh rằng tất cả các yếu tố sưởi ấm đang hoạt động chính xác để đảm bảo nhựa tan chảy đồng đều và đạt đến nhiệt độ mong muốn.
-
-
Xử lý vật liệu thực hành tốt nhất: Lưu trữ và chuẩn bị vật liệu thích hợp là rất cần thiết.
-
Làm khô đúng: Luôn luôn khô các vật liệu hút ẩm theo khuyến nghị của nhà cung cấp. Đây có lẽ là bước phòng ngừa quan trọng nhất cho các vật liệu này.
-
Lưu trữ thích hợp: Lưu trữ nhựa trong môi trường niêm phong, kiểm soát khí hậu để ngăn ngừa sự hấp thụ và ô nhiễm độ ẩm.
-
Nghiên cứu trường hợp
Các ví dụ trong thế giới thực minh họa cách các nguyên tắc khắc phục sự cố áp dụng các bức ảnh ngắn trong thực tế. Những nghiên cứu trường hợp nêu bật tầm quan trọng của chẩn đoán hệ thống.
-
Nghiên cứu trường hợp 1: Vỏ điện tử có tường mỏng
-
Vấn đề: Một nhà sản xuất đang sản xuất một vỏ bọc mỏng cho một thiết bị điện tử tiêu dùng. Các bộ phận liên tục xuất hiện với một cú đánh ngắn trong một góc xa nhất từ cổng.
-
Chẩn đoán: Những nỗ lực ban đầu để tăng áp suất và tốc độ không thành công, gây ra flash (nhựa dư) trên các phần khác của khuôn. Một phân tích chi tiết cho thấy nhựa đã làm mát quá nhanh khi nó chảy qua phần mỏng.
-
Giải pháp: Nhóm xác định rằng nhiệt độ tan chảy là quá thấp cho hình học mỏng của bộ phận. Họ tăng nhiệt độ nòng súng và vòi phun xuống 20 ° F, làm giảm độ nhớt của nhựa vừa đủ để cho phép nó lấp đầy toàn bộ khoang mà không cần áp lực quá mức. Các bộ phận sau đó được sản xuất mà không có khuyết điểm.
-
-
Nghiên cứu trường hợp 2: Khuôn nắp đa dạng
-
Vấn đề: Một khuôn với bốn khoang giống hệt nhau đã tạo ra các bức ảnh ngắn trong một hoặc hai khoang trong khi những người khác lấp đầy hoàn hảo.
-
Chẩn đoán: Vì các bức ảnh ngắn được định vị vào các khoang cụ thể, vấn đề không liên quan đến cài đặt máy hoặc vật liệu. Đó là một Vấn đề thiết kế khuôn . Một cuộc kiểm tra trực quan của các vận động viên tiết lộ rằng người chạy dẫn đến các khoang bắn ngắn dài hơn một chút và mỏng hơn so với những người khác, gây ra mất cân bằng áp lực .
-
Giải pháp: Khuôn được gửi đến một cửa hàng công cụ nơi các vận động viên được gia công lại có chiều dài và đường kính đồng đều. Cái này cân bằng hệ thống người chạy , đảm bảo rằng nhựa chảy với áp suất bằng nhau cho cả bốn hốc, loại bỏ các bức ảnh ngắn.
-
Kỹ thuật nâng cao
Đối với sản xuất khối lượng lớn hoặc các bộ phận phức tạp, một cách tiếp cận khoa học hơn để chẩn đoán và ngăn chặn các bức ảnh ngắn có thể tiết kiệm rất nhiều thời gian và tiền bạc.
-
Phân tích dòng khuôn: Trước khi một khuôn thậm chí được xây dựng, Phân tích dòng nấm mốc (MFMỘT) Phần mềm có thể mô phỏng quá trình đúc phun. Nó dự đoán cách nhựa nóng chảy sẽ lấp đầy một khoang, xác định các khu vực có vấn đề tiềm ẩn như ảnh ngắn, bẫy không khí và đường hàn. Sử dụng MFA, các kỹ sư có thể tối ưu hóa vị trí cổng , Hệ thống chạy bộ và độ dày thành phần để ngăn ngừa khiếm khuyết trước khi cắt thép.
-
Cảm biến và hệ thống giám sát: Máy ép phun hiện đại có thể được trang bị các cảm biến cung cấp dữ liệu thời gian thực về áp suất, nhiệt độ và tốc độ. Cảm biến áp suất trong khuôn đặc biệt hữu ích; Họ đo áp suất bên trong khoang và có thể phát hiện một phát bắn ngắn trong một phần của một giây, cho phép máy được dừng tự động. Mức độ giám sát này cho phép các nhà khai thác thực hiện các điều chỉnh chính xác, dựa trên dữ liệu và đảm bảo chất lượng bộ phận nhất quán.
Phần kết luận
A bắn ngắn không chỉ là một khiếm khuyết có thể nhìn thấy; Đó là một tín hiệu rõ ràng rằng một cái gì đó trong quy trình ép, máy hoặc thiết kế khuôn không được đồng bộ hóa. Mặc dù chúng là một sự thất vọng phổ biến trong sản xuất, nhưng chúng cũng là một vấn đề có thể giải quyết được. Bằng cách chẩn đoán một cách có hệ thống nguyên nhân gốc, cho dù đó là vấn đề với vật liệu, cài đặt máy hoặc khuôn mẫu mà bạn có thể thực hiện các giải pháp hiệu quả và đưa sản xuất trở lại đúng hướng.
Chìa khóa để thành công lâu dài, tuy nhiên, nằm ở phòng ngừa . Bằng cách chấp nhận các nguyên tắc như Thiết kế cho sản xuất (DFM) Và thực hiện bảo trì thường xuyên và xử lý vật liệu thích hợp, bạn có thể giảm thiểu rủi ro của các bức ảnh ngắn trước khi chúng xảy ra. Và đối với các dự án phức tạp hoặc khối lượng lớn, các công cụ nâng cao như Phân tích lưu lượng nấm mốc Và các cảm biến trong sáng cung cấp một cách mạnh mẽ để đảm bảo chất lượng và hiệu quả ngay từ đầu. Cuối cùng, sự hiểu biết và giải quyết các bức ảnh ngắn không chỉ là sửa chữa một khiếm khuyết mà còn tối ưu hóa toàn bộ hoạt động ép phun của bạn để có kết quả phù hợp, chất lượng cao.

